Cuprins
- 1.Elementele cunoscute privind suprafaţa de broşat:
- a. dimensiunile caracteristice şi toleranţele acestora;
- b. materialul piesei;
- c. modul de prelucrare înainte de broşare;
- d. dimensiunile caracteristice ale suprafeţei semifabricatului şi toleranţele acestora;
- e. maşina de broşat pe care se va executa prelucrarea.
- 2. Schema de broşare.
- 3. Adaosul total de aşchiere Ar.
- 4. Proiectarea părţii de aşchiere.
- a) Supraînălţarea pe dintele az , corespunzătoare schemei de aşchiere şi materialul piesei;
- b) Alegerea unghiurilor de degajare αa şi de aşezare δa corespunzător materialului piesei şi schemei de aşchiere;
- c) Stabilirea valorii pasului p şi a variaţiei lui (dacă este cazul); verificarea numărului de dinţi simultan în aşchiere;
- d) Stabilirea profilului dinţilor aşchietori, alegerea coeficientului de umplere k şi determinarea înălţimii h a dintelui;
- e) Determinarea celorlalte elemente dimensionale ale profilului dintelui aşchietor: grosimea S, golul g, raza de racordare r, unghiul spatelui dintelui η;
- f) Stabilirea numărului canalelor de fragmentare a aşchiilor şi forma (profilul) acestora;
- g) Determinarea numărului de dinţi de degroşare;
- h) Determinarea (sau alegerea ) numărului de dinţi de finisare şi a supraînălţării acestora;
- 5. Proiectarea părţii de calibrare.
- a) Numărul dinţilor de calibrare;
- b) Geometria şi profilul acestora;
- c) Determinarea lungimii părţii de calibrare lc
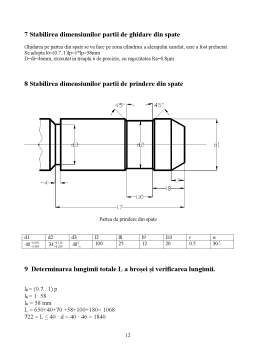
- 6. Stabilirea dimensiunilor cozii broşei, ţinând seama de dispozitivul de proiectare al maşinii, de lungimea piesei.
- 7 Determinarea lungimii totale L a broşei şi verificarea lungimii.
- 8. Alegerea materialului din care este confecţionată partea activă şi coada broşei.
- 9. Determinarea forţei de aşchiere Fz.
- 10. Verificarea la rezistenţă a broşei.
- 11. Calculul dimensiunilor curente ale dinţilor.
- 12. Ascuţirea şi reascuţirea broşei.
- 13. Stabilirea condiţiilor tehnice de execuţie.
- 14. Alegerea dimensionala a broşei pentru canal de pană.
Extras din curs
1.Elementele cunoscute privind suprafaţa de broşat.
a. Dimensiunile caracteristice şi toleranţele acestora.
Lungimea canelurilor L =30
Lăţimea canalului b =6
Numarul de canale z=6
Diametrul interior mic di=26
Diametrul interior mare Di=30
Dimensiunile si toleranţele canelurilor
b. Materialul piesei.
Materialul piesei de prelucrat : 37Cr5
-
c. Modul de prelucrare înainte de broşare.
Înainte de operaţia de prelucrare prin broşare se va efectua operaţia de găurire (burghiere) a alezajului.
e. Maşina de broşat pe care se va executa prelucrarea.
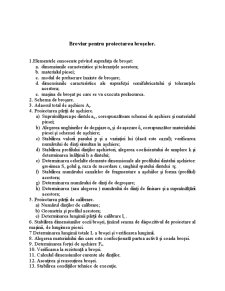
Maşina de broşat verticală
Maşina de broşat verticală.
Aceste maşini sunt foarte răspândite în momentul de faţă. Sunt construite pentru o diversitate foarte mare de forţe, mărimea de curse de lucru şi de viteze de aşchiere.
În figura de mai jos este reprezentată schema structurală a unei maşini de broşat verticală. Pe un batiu 1 cu ghidaje verticale este montat motorul hidraulic 3 al acţionării principale care acţionează sania principală pe care se găseşte dispozitivului de prindere 4, în care este prinsă piesa 2.
Acestea sunt folosite în industria de automobile.
Forţele de aşchiere, pentru aceste maşini verticale pentru interior, variază în limite foarte largi: de la 1 tf până la 100 tf. Vitezele de aşchiere sunt cuprinse în domeniul 1 60 m / min, iar cursele pot ajunge până la 3000 mm.
2. Schema de broşare.
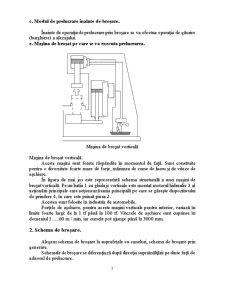
Alegem schema de broşare la suprafeţele cu caneluri, schema de broşare prin generare.
Schemele de broşare se diferenţiază după direcţia supraînălţării pe dinte faţă de adaosul de prelucrare.
Schema de broşare prin generare : supraînălţarea pe dinte az are direcţia adaosului de prelucrare maxim. Lăţimea aşchiei este relativ mare ceea ce face ca supraînălţarea az să fie relativ mică.
Broşarea prin generare are avantajul că determină o construcţie de broşă relativ simplă.
Dezavantajele broşării prin generare sunt următoarele:
- apăsări specifice mari, ceea ce înseamnă uzare rapidă şi eforturi de aşchiere mari ;
- număr mare de dinţi pentru broşă ;
- lăţime mare a aşchiei înseamnă dificultăţi mari la înfăşurarea aşchiei în golul dintre dinţi şi pericol de apariţie a autovibraţiilor ;
- grosimea az (de valori mici) este comparabilă cu raza de ascuţire a dintelui, apropiere ce se accentuează cu uzarea tăişului, ceea ce face ca aşchierea să se producă în condiţii defavorabile.
Schema de broşare prin generare
3. Adaosul total de aşchiere Ar.
a)Pentru partea cilindrica:
Consideram ca alezajul initial este obtinut prin burghiere, in treapta 12 de precizie, astfel
Se va calcula Arcil cunoscand diametrul initial al alezajului, astfel
b)Pentru partea canelata:
Impartirea adaosului de prelucrare
Preview document















Conținut arhivă zip
- Breviar pentru Proiectarea Broselor.doc
Alții au mai descărcat și

Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din figura pentru o producţie de serie mica,5000 buc/an. 1. Analiza...

A. STUDIUL DINAMIC AL AUTOMOBILULUI 1. Studiul soluțiilor similar și al tendințelor de dezvoltare 1.1. Soluții similare Pentru abordarea...

TITLUL PROIECTULUI: SERVICE AUTO ÎN LOCALITATEA CRIVATU Durata de implementare a proiectului: 57 luni I. DATELE GENERALE ALE SOLICITANTULUI -...

1. Aleg schema de brosare prin generare: 2. Determinarea adaosului total de aschiere , Ar a) Pentru partea cilindrica: b) Pentru partea...

Sa se proiecteze broşa pentru prelucrarea suprafeţei butuc cu caneluri dreptunghiulare. Se cunosc: -dmin = 32 mm; -serie uşoara; -lp= 1.2*dmin...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Generatorul de abur reprezinta o instalatie termicÎ care utilizeazÎ energia termica rezultatÎ prin arderea combustibililor clasici sau prin...

Turbomasinile sunt masini rotative la care comprimarea gazului sau vaporilor se obtine prin actiunea unui rotor asupra curentului permanent de gaz,...