Extras din curs
1. Consideraþii teoretice
Prin fluiditate înþelegem capacitatea de curgere a metalului sau a aliajului lichid ºi de umplere corectã
a formei, cu redarea celor mai fine detalii ale configuraþiei cavitãþii propriu-zise. Ea prezintã importanþã
deosebitã ºi sub alte aspecte decât acelea de a umple forma. O fluiditate ridicatã uºureazã ieºirea la suprafaþa
bãii metalice a aerului ºi gazelor antrenate de jetul de metal lichid la turnare obþinându-se astfel piese lipsite
de incluziuni gazoase (sufluri) sau incluziuni de zgurã ori nisip erodat din pereþii formei. Totodatã, aliajele
cu fluiditate ridicatã se solidificã cu o structurã compactã ºi o retasurã concentratã (gol de solidificare), care
poate fi uºor îndepãrtatã prin maselotare sau reumplere chiar în timpul solidificãrii. Aliajele cu fluiditate
redusã au tendinþa de a forma structuri puþin dense (rare), cu retasuri dispersate în masa aliajului (pori), mai
greu de îndepãrtat cu mijloace obiºnuite.
Fluiditatea definitã în sensul de curgere uºoarã ºi umplere corectã a formei, depinde de urmãtorii
factori:
-proprietãþile intrinseci ale aliajului: viscozitate, tensiune superficialã, conductivitate termicã, cãldurã
ºi greutate specificã a aliajului, interval de solidificare, cãldurã latentã de solidificare, grad de impurificare,
tendinþã de oxidare, compoziþia chimicã;
-proprietãþile formei de turnare: conductivitatea materialului formei, coeficientul de difuzivitate
termicã, calitatea suprafeþelor în contact cu aliajul turnat, temperatura iniþialã a formei;
-tehnologia de turnare: dimensiunile ºi tipul reþelei de turnare, temperatura de supraîncãlzire ºi cea de
turnare, presiunea hidrostaticã, eventual presiunea exterioarã aplicatã la turnare, (care determinã viteza de
umplere a formei).
a. Influenþa proprietãþilor aliajului asupra fluiditãþii.
Dintre proprietãþile mai sus enunþate, influenþa cea mai mare o are viscozitatea. Putem acþiona asupra
vâscozitãþii, pentru scãderea ei, atât prin ridicarea temperaturii de încãlzire a aliajului topit, cât ºi prin
modificarea compoziþiei sale chimice.
Ridicarea temperaturii este un mijloc relativ simplu de care turnãtorul poate dispune întotdeauna, dar
schimbarea compoziþiei chimice în scopul obþinerii unei fluiditãþi ridicate influenþeazã în majoritatea
cazurilor negativ structura ºi proprietãþile mecanice astfel cã obþinerea unei piese bine turnate nu mai este
posibilã în acest caz. Numai dacã proprietãþile mecanice joacã un rol secundar ºi se toarnã piese cu pereþi
subþiri (2-10 mm) se poate acþiona asupra compoziþiei chimice a aliajului pentru mãrirea corespunzãtoare a
fluiditãþii.
În general, pentru a asigura fluiditatea necesarã, aliajul lichid se supraîncãlzeºte cu 50-100°C deasupra
liniei lichidus. În timpul transportului, la curgerea prin reþeaua de turnare ºi prin cavitatea formei,
temperatura aliajului scade ºi viscozitatea lui creºte micºorând fluiditatea. Aliajul nu-ºi pierde complet
fluiditatea când temperatura lui coboarã pânã la linia lichidus, ci pãstreazã proprietatea tehnologicã de
curgere ºi dupã apariþia fazei solide, sub formã de cristale ce plutesc în masa lichidã, sau sub formã de
cristale aderente la pereþii formei. Fluiditatea dispare complet atunci când faza solidã ajunge sã reprezinte un
procent mai ridicat din greutatea aliajului (20% la oþeluri sau 30% la fonte), deci la o temperaturã situatã sub
linia lichidus.
La un sistem de aliaje cu doi sau mai mulþi componenþi, definim linia temperaturilor de fluiditate nulã
ori fluiditatea zero totalitatea punctelor de temperaturã pentru care fluiditatea este nulã la fiecare aliaj din
sistem. Aceastã linie este cuprinsã între linia lichidus ºi solidus (Figura nr.1.1).
Dupã modul de supraîncãlzire a aliajelor în scopul obþinerii unei fluiditãþi cât mai bune pentru turnare,
deosebim urmãtoarele trei tipuri de fluiditãþi: realã (a), practicã (b) ºi teoreticã (c), Figura nr.1.1.
Prin fluiditate realã se înþelege acea fluiditate care s-a determinat la o temperaturã constantã deasupra
fluiditãþii nule ºi în acest caz se obþin diferite valori ale temperaturii de turnare, Figura nr.1.1a.
Prin fluiditate practicã se înþelege acea fluiditate care se determinã la o temperaturã de turnare
constantã, deci se pot obþine diferite supraîncãlziri deasupra temperaturii fluiditãþii nule, Figura nr.1.1b.
Prin fluiditate teoreticã se înþelege acea fluiditate care se obþine prin supraîncãlzirea aliajului cu acelaºi
numãr de grade deasupra liniei lichidus, Figura nr.1.1.c.
În practicã linia de fluiditate nulã este foarte greu de stabilit ºi de aceea de multe ori se foloseºte linia
de fluiditate teoreticã.
Figura nr, 1.1. Fluiditatea
aliajelor: a-realã; b-practicã; cteoreticã.
În afarã de temperaturã, un alt factor cu o influenþã hotãrâtoare asupra fluiditãþii este intervalul de
solidificare. Aliajul cu interval mare de solidificare are fluiditate micã, pe când cel cu interval mic de
solidificare are o fluiditate ridicatã. Cea mai mare fluiditate o au aliajele eutectice ºi metalele pure, Figura
nr.1.2.
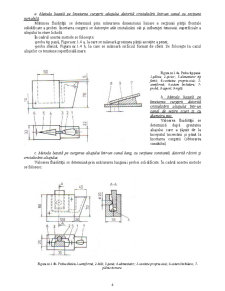
În cazul metalelor pure ºi aliajelor eutectice, care se solidificã la temperaturã constantã, cristalele au
aceleaºi dimensiuni în toate direcþiile (cristale echiaxiale), dar la aliajele care se solidificã într-un interval de
temperaturã, cristalele cresc de preferinþã într-o anumitã direcþie (cristale dendritice). În primul caz, faza
solidã pluteºte sub formã de suspensii fãrã legãturã în faza lichidã, iar dacã cristalele aderã la pereþii formei,
lasã la interior un canal cu pereþii aproape netezi, Figura nr.1.3.a, în timp ce cristalele dendritice ajung uºor
în contact unele cu altele, formând o fazã solidã continuã, iar dacã aderã la pereþi lasã în interior un canal cu
pereþi rugoºi, cu unele cristale dezvoltate mult spre axul secþiunii piesei, frânând capacitatea de curgere,
Figura nr. 1.3b.
Fluiditatea mai redusã a aliajelor cu interval mare de solidificare poate fi compensatã la turnare printro
supraîncãlzire mai mare deasupra liniei lichidus.
Preview document







































Conținut arhivă zip
- Teoria Solidificarii Metalelor.pdf
Alții au mai descărcat și

INTRODUCERE În elaborarea oţelului, fonta brută reprezintă principala încărcătură feroasă care la ora actuală continuă să se fabrice în furnal,...

1. ASPECTE GENERALE DESPRE BIOMATERIALE. CARACTERISTICILE MATERIALELOR CERAMICE SI COMPOZITE Biomaterialele sunt produse de natură anorganică sau...

MĂRFURI METALICE 1.Marfuri metalice. Maºini de gatit. Convectoare. Centrale termice. Boilere. (fara caracteristici) 2.Marfuri metalice. Metode...

4. INSTALATII PENTRU SUDAREA SUB STRAT DE FLUX Pentru marirea productivitatii sudarii si imbunatatirea calitatii imbinarilor sudate, in cazul...

Crapaturile reprezinta un defect frecvent intalnit la piesele obtinute prin turnare si in general au o pondere mare in multitudinea de defecte de...

1. CONŢINUTUL ACTIVITĂŢII DE PROIECTARE Prin proiectare se înţelege activitatea utilă, care are ca obiect elaborarea complexului de documentaţii...


Te-ar putea interesa și

1.1. DETERMINAREA FLUIDITATII METALELOR SI ALIAJELOR DE TURNATORIE 1. Consideratii teoretice Prin fluiditate întelegem capacitatea de curgere a...