
Extras din laborator
1. Notiuni de baza
Materialele magnetice pe care le gasim in camp magnetic alternative se incalzeste prin niste curenti inclusi si histeresis.
Standardul SR EN 10106 defineste calitatile de table si benzi magnetice din otel cu graunti neorientati, laminate la rece, cu grosimi de 0.35 mm, 0.50 mm, 0.65 mm si 1.00 mm. Pentru marcile de otel prezentate in standard, simbolizarea alfanumerica cuprinde:
- Litera M pentru otel magnetic
- De o suta de ori valoarea maxima specificata a pierderilor specifice totale la 1,5T la 50 Hz, in watti pe kilogram si corespunzatoare grosimii nominale a produsului
- De o suta de ori grosimea nominala a materialului, in milimetri
- Litera A pentru tabla sau banda magnetica cu graunti neorientati livrate in stare finala.
Materialul poate fi livrat fie fara izolatie sau cu izolatie pe o parte sau pe ambele parti. Daca materialul e izolat, natura izolatiei, proprietatile acesteia si factorul de spatiu si verificarile lor trebuie sa faca obiectul unui accord la momentul cererii si al comenzii.
Suprafata materialului trebuie sa fie curate, lipsita de grasime si rugina. Defectele isolate, precum adanciturile, sunt permise daca sunt in limita tolerantelor impuse.
Materialul trebuie sa fie apt pentru a fi taiat sau stantat fara a cauza o uzura permanenta a sculelor. In cazul unor conditii speciale pentru decupare sau stantare , acestea trebuie stabilite de comun acord intre producator si comparator.
Valorile minime garantate ale pierderilor magnetice pentru campurile magnetice cu intensitati de 2500 A/m, 5000 A/m si 10000 A/m, trebuie determinate in camp magnetic alternativ la 50 Hz.
Grosimile minime ale produselor sunt 0.35 mm, 0.50 mm, 0.65 mm, 1.00 mm. Pentru tolerantele la grosime se distinge:
- Toleranta admisa la grosimile nominale din cadrul aceleiasi unitati de receptie
- Diferenta de grosime a unei table sau unei benzi pe o directie paralela cu directia de laminare
- Diferenta de grosime in directia perpendiculara fata de directia de laminare.
Ecartul admis la grosimea nominala in cadrul aceleiasi unitati de receptie trebuie sa fie de -8% sau +8% din valoarea nominala pentru grosimi de 0.35 mm si 0.50 mm si de -6% sau +6% din valoarea nominala pentru grosimi de 0.65 mm si 1.00 mm. Suprainaltarea suduri in raport cu grosimea masurata nu trebuie sa depaseasca 0.050 mm.
Diferenta grosimii la o tabla sau pe lungimea unei benzi intr-o directie paralela cu directia de laminare nu trebuie sa depaseasca 8% din valoarea nominala pentru grosimi de 0.35 mm si 0.50 mm, si 6% din grosimea nominala de 0.65 mm si 1 mm.
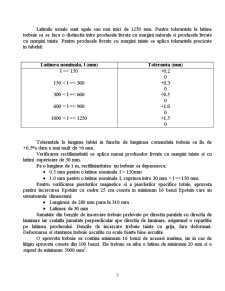
Latimile uzuale sunt egale sau mai mici de 1250 mm. Pentru tolerantele la latime trebuie sa se faca o distinctie intre produsele livrate cu margini naturale si produsele livrate cu margini taiate. Pentru produsele livrate cu margini taiate se aplica tolerantele precizate in tabelul:
Latimea nominala, l (mm) Toleranta (mm)
Tolerantele la lungime tablei in functie de lungimea comandata trebuie sa fie de +0.5% darn u mai mult de +6 mm.
Verificarea rectiliniaritatii se aplica numai produselor livrate cu margini taiate si cu latimi superioare de 30 mm.
Pe o lungime de 1 m, rectiliniaritatea nu trebuie sa depaseasca:
- 0.5 mm pentru o latime nominala l > 150mm
- 1.0 mm pentru o latime nominala l, cuprinsa intre 30 mm < l =<150 mm.
Pentru verificarea pierderilor magnetice si a pierderilor specifice totale, epruveta pentru incercarea Epstein cu cadru 25 cm consta in minimum 16 benzi Epstein care au urmatoarele dimensiuni:
- Lungimea de 280 mm pana la 310 mm
- Latimea de 30 mm
Jumatate din benzile de incercare trebuie prelevate pe directia paralela cu directia de laminare iar cealalta jumatate perpendicular ape directia de laminare, asigurand o repartitie pe latimea produsului. Benzile de incercare trebuie taiate cu grija, fara deformari. Deformarea si stantarea trebuie ascutite cu scule foarte bine ascutite.
O epruveta trebuie sa contina minimum 16 benzi de aceeasi marime, iar in caz de litigiu epruveta consta din 100 benzi. Ele trebuie sa aiba o latime de minimum 20 mm si o supraf de minimum 5000 mm2.
Preview document





Conținut arhivă zip
- Tehnologia de Fabricatie a Miezului Magnetic al unei Masini Electrice.doc
Alții au mai descărcat și

Introducerea pe scara larga a automatizarii si robotizarii, realizarea noilor tipuri de masini unelte cu comanda program au condus la necesitatea...

ARGUMENT Dezvoltarea în ritm rapid a producţiei de energie electrică faţă de alte domenii industriale, pentru satisfacerea necesarului de energie...

In acest proiect am propus sa proiectez instalatia de iluminat a unui imobil care este compus din demisol parter si etaj. In aceasta cladire este...

Capitolul I Generalitati 1.1. Definitii Masurarea se poate spune ca a aparut odata cu gândirea omeneasca. Nu este sigur faptul cum a aparut: din...

Capitolul 1.Introducere 1.1 Definiţie, clasificare, simbolizare Simbolizarea intreruptorului de putere: 1.2 Schema electrica a intreruptorului...

Controlul calitatii Controlul calitatii reprezinta o functiune manageriala prin care se verifica daca standardele privind serviciile, materialele,...

SUB 1. PROBLEMA FACTORULUI DE PUTERE:DEFINIRE, EFECTE. În evolutia electroenergeticii, o prima masura de rentabilizare a tranzitului (dupa...

Traductoare Trad sunt elem sau dispoz ce intra in componenta captoarelor si care convertesc marimea de masurat intr-o alta marime de natura dif in...
Te-ar putea interesa și

Memoriu Justificativ Evoluția actuală în domeniul aparatelor electrice a permis contactoarelor să îşi găsească o foarte mare utilizare în...

Motivaţie În lucrarea de faţă am tratat câteva noţiuni teoretice legate de tehnologia de construcţie şi fabricaţie a motoarelor asincrone , în...

Introducere Cu mult timp în urmă oamenii au utilizat busola în scopuri practice, pentru a se orienta pe oceane și mări, crezînd că acul busolei se...

Generalități Transformatorul electric este un aparat electromagnetic static, având două sau mai multe înfășurări electrice cuplate magnetic care...

Generalităţi În sectorul energetic din majoritatea statelor europene s-au produs transformări majore determinate de necesitatea creşterii...


1. Notiuni de baza; Avem in vedere urmatoarele: - pierderi in materialele magnetice; - materiale magnetice; - procesarea miezurilor magnetice;...

Capitolul I GENERALITATI Feritele sunt compusi de forma, (MeO)(Fe2O3) in care Me este un metal bivalent (mangan, zinc , nichel, magneziu) sau o...