
Extras din proiect
PROIECTAREA UNUI SISTEM DE PRODUCTIE
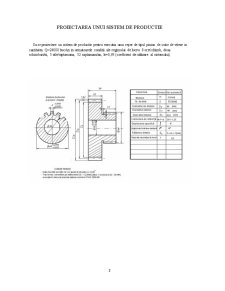
Sa se proiecteze un sistem de productie pentru executia unui reper de tipul pinion de cutie de viteze in cantitatea Q=24000 buc/an in urmatoarele conditii ale regimului de lucru: 8 ore/schimb, doua schimburi/zi, 5 zile/saptamana, 52 saptamani/an, k=0,95 (coeficient de utilizare al sistemului).
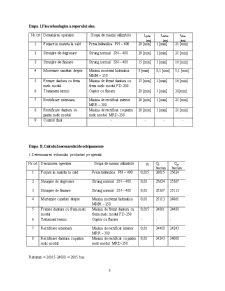
Etapa I.Fisa tehnologica a reperului ales.
Nr.crt Denumirea operatiei Grupa de masini utilizabile top/buc
[min] taux/buc
[min] tn/buc
[min]
1 Forjare in matrita la cald Presa hidraulica PH – 400 20 [min] 1 [min] 21 [min]
2 Strunjire de degrosare Strung normal SN – 400 20 [min] 1 [min] 21 [min]
3 Strunjire de finisare Strung normal SN – 400 15 [min] 1 [min] 16 [min]
4 Mortezare caneluri drepte Masina mortezat hidraulica MMH – 250 5 [min] 0,1 [min] 5,1 [min]
5 Frezare dantura cu freza melc modul Masina de frezat dantura cu freza melc modul FD-250 15 [min] 1 [min] 16 [min]
6 Tratament termic Cuptor cu flacara 20 [min] 1 [min] 21[min]
7 Rectificare interioara Masina de rectificat interior MRR – 300 20 [min] 1 [min] 21 [min]
8 Rectificare dantura cu piatra melc modul Masina de rectificat cu piatra melc modul MRD-250 20 [min] 1 [min] 21 [min]
9 Control final - - - -
Etapa II.Calculul necesarului de echipamente
1.Determinarea volumului productiei pe operatii
Nr.crt Denumirea operatiei Grupa de masini utilizabile pi Qi
buc/an Qei
buc/an
1 Forjare in matrita la cald Presa hidraulica PH – 400 0,015 26015 25624
2 Strunjire de degrosare Strung normal SN – 400 0,01 25624 25367
3 Strunjire de finisare Strung normal SN – 400 0,01 25367 25113
4 Mortezare caneluri drepte Masina mortezat hidraulica MMH – 250 0,01 25113 24861
5 Frezare dantura cu freza melc modul Masina de frezat dantura cu freza melc modul FD-250 0,015 24861 24488
6 Tratament termic Cuptor cu flacara - - -
7 Rectificare interioara Masina de rectificat interior MRR – 300 0,01 24488 24243
8 Rectificare dantura cu piatra melc modul Masina de rectificat cu piatra melc modul MRD-250 0,01 24243 24000
Rebuturi = 26015-24000 = 2015 buc.
2.Calculul necesarului de utilaje din sistemul de fabricatie
Ni = ; Tnec =∑Qi*tni
Tdisp = h*s*zs*ns*k=8*2*5*52*0,95=3952 h/an
Tip maşină Nai gi numar de schimburi numar operatori
PH-400 3 0,77 2 6
SN-400 4 0,99 2 8
MMH-250 1 0,54 2 2
FD-250 2 0,84 2 4
MRR-300 3 0,72 2 4
MRD-250 3 0,72 2 6
gPH = 77%
gSN =99%
gMMH= 54%
gFD = 84%
gMRR = 72%
gMRD = 72%
Etapa III.1.Determinarea necesarului de spatii
SSF = ∑ Stgi + Sca
Stgi = Nai * Sti
Sti = Ss+Sg+Sl
Ss = L *l
Sg = Ss *Nl
Sl = (SS+Sg) *k ;k=2
Preview document








Conținut arhivă zip
- Ingineria Sistemelor de Productie.doc
Alții au mai descărcat și

TEMA DE PROIECT Într-un sistem de stocuri sunt stocate cu caracter permanent 10 tipuri de articole având caracteristicile prezentate în Tabelul 1...

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

CIOCOLATĂ Etapa 1: STUDIUL DE PIAȚĂ. LANSAREA ÎN FABRICAȚIE A PRODUSULUI 1.1 Prezentarea produsului: CIOCOLATĂ Ciocolata are unele beneficii...

ETAPA I LANSAREA ÎN FABRICATIE 1.1 .PREZENTAREA PRODUSULUI Produse cosmetice si de parfumerie sunt amestecuri de substante chimice naturale sau...

ETAPA I. LANSAREA ÎN FABRICAŢIE În cadrul acestei etape s-au rezolvat următoarele probleme: 1. Prezentarea produsului Hartia este un materil...

1.1 Prezentarea produsului Vitamina B3, denumita si vitamina PP (Prellagra Preventer), niacin sai acid nicotinic este o vitamina care sustine...

Etapa I a proiectului Lansarea in fabricatie Denumire produsului va fi Serdex,iar intreprinderea se va numi S3 SRL. Pasul 1:Descrierea...

Etapa 1: Lansarea in fabricatie 1.1 Descrierea produsului Placi din policarbonat celular Policarbonatul celular (PCC) este un polimer sintetic...

Cap.1 Managementul si Ingineria Sistemelor de Productie Lansarea in fabricatie 1.1 Prezentarea produsului S.C.ACIDIMEX.S.R.L. este o fabrica...

ETAPA 1 LANSAREA ÎN FABRICATIE 1.1 PREZENTAREA PRODUSULUI Descoperirea fibrelor chimice și realizarea unor mari unități industriale producătoare...