Cuprins
- 1.1 Tema de proiectare.3
- 1.2 Definirea variabilelor primare.4
- Sinteza comenzii cu circuite SSI
- 2.1 Graful primar de tranzitii.6
- 2.2 Graful de tranzitii redus.7
- 2.3.1 Alocarea (asignarea) starilor.8
- 2.3.2 Stabilirea diagramelo de excitatie pentru elementele de memorie.8
- 2.3.3 Stabilirea functiilor de control.9
- 2.3.4 Implementarea functiilor de control.10
- 2.4 Schema logica de comanda.10
- 2.5 Necesarul de materiale.18.
- Sinteza comenzii cu circuite MSI
- 3.1.1 Alocarea starilor.18
- 3.1.2 Functiile logice ale multiplexoarelor.19
- 3.1.3 Programarea salturilor.19
- 3.2 Implemetarea functiilor logice.19
- 3.3 Necesarul de materiale.19
- Sinteza comenzii cu AP MICRO
- 4.1 Alocarea variabilelor procesului.20
- 4.2 Organizarea generala a programului.23
- 4.3 Reprezentarea logica a programului pentru AP MICRO.24
- 4.4 Programul de lucru.25
- Sinteza comenzii cu releul de control EASY
- 5.1 Definirea si alocarea variabilelor procesului.29
- 5.2 Reprezentarea logica a programului functionarii automate.31
- 5.3 Programul de lucru.31
- 5.4 Comentarii.31
Extras din proiect
DESCRIEREA PROCESULUI
Tema de proiectare
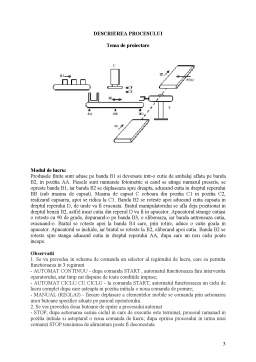
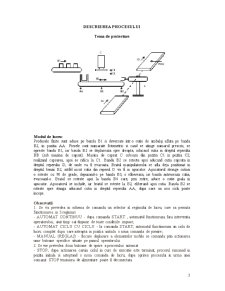
Modul de lucru:
Produsele finite sunt aduse pe banda B1 si deversate intr-o cutie de ambalaj aflata pe banda B2, in pozitia AA. Piesele sunt numarate fotometric si cand se atinge numarul prescris, se opreste banda B1, iar banda B2 se deplaseaza spre dreapta, aducand cutia in dreptul reperului BB (sub masina de capsat). Masina de capsat C coboara din pozitia C1 in pozitia C2, realizand capsarea, apoi se ridica la C1. Banda B2 se roteste apoi aducand cutia capsata in dreptul reperului D, de unde va fi evacuata. Bratul manipulatorului se afla deja pozitionat in dreptul benzii B2, astfel incat cutia din reperul D va fi in apucator. Apucatorul strange cutiasi o roteste cu 90 de grade, depunand-o pe banda B3, o elibereaza, iar banda antreneaza cutia, evacuand-o. Bratul se roteste apoi la banda B4 care, prin rotire, aduce o cutie goala in apucator. Apucatorul se inchide, iar bratul se roteste la B2, eliberand apoi cutia. Banda B2 se roteste spre stanga aducand cutia in dreptul reperului AA, dupa care un nou ciclu poate incepe.
Observatii
1. Se va prevedea in schema de comanda un selector al regimului de lucru, care sa permita functionarea in 3 regimuri
- AUTOMAT CONTINUU - dupa comanda START , automatul functioneaza fara interventia operatorului, atat timp cat dispune de toate conditiile impuse;
- AUTOMAT CICLU CU CICLU - la comanda START, automatul functioneaza un ciclu de lucru complet dupa care asteapta in pozitia initiala o noua comanda de pornire;
- MANUAL (REGLAJ) - fiecare deplasare a elementelor mobile se comanda prin actionarea unor butoane specifice situate pe panoul operatorului.
2. Se vor prevedea doua butoane de oprire a procesului automat
- STOP, dupa actionarea caruia ciclul in curs de executie este terminat, procesul ramanad in pozitia initiala si asteptand o noua comanda de lucru; dupa oprirea procesului in urma unei comanzi STOP tensiunea de alimentare poate fi deconectata
- AVARIE, la apasarea caruia elementele mobile ale procesului se opresc, reluarea functionarii ansamblului se poate face numai printr-o comanda START, activa in conditiile initiale stabilite; pentru aceasta, procesul se aduce prin regimul MANUAL in pozitia initiala.
3. Zona de actiune a ansamblului de masini este protejata printr-o bariera cu ultrasunete cu iesire discreta. Protectia trebuie declansata odata cu initierea unui ciclu de lucru. Patrunderea unui corp strain in interiorul zonei de lucru in timpul functioanarii procesului trebuie sa determine blocarea acestuia, simultan cu transmiterea unui semnal de avertizare corespunzator.
4. Deplasarile se efectueaza la capat de cursa; pozitiile organelor mobile sunt sesizate cu senzori cu iesire discreta.
5. Initierea lucrului, sau repunerea in ciclului automat de functionare dupa o oprire de avarie poate fi realizata numai de catre operator, si numai di pozitia initiala stabilita a procesului, printr-o comanda START
Pozitia initiala: brat pozitionat la limita stanga, cu apucatorul deschis; capsatorul este ridicat.
Definirea variabilelor primare
Variabile primare de intrare
P Buton de comanda a ciclului automat de functionare
Stop Buton de oprire de avarie
SRL Comutator selectare regim de lucru („1” automat, „0” manual)
SRA Comutator selectare regim automat („1” continuu, „0” ciclu cu ciclu)
PP Confirmare prezenta piesa pe banda B4
BU Bariera cu ultrasunete activata
LS Confirmare limita stanga ( in fata B4 )
LC Confirmare limita centrala (in fata B2)
LD Confirmare limita dreapta (in fata B3)
LP Confirmare piesa stransa in apucator
LE Confirmare piesa eliberata
PCB4 Confirmare prezenta piesa pe banda B4, in dreptul apucatorului
PCB3 Confirmare prezenta piesa pe banda B3, la o distanta suficienta fata de apucator
AA Confirmare prezenta piesa in punctul AA
BB Confirmare prezenta piesa in punctul BB
DD Confirmare prezenta piesa in punctul DD
C1 Confirmare limita inferioara la masina de capsat C
C2 Confirmare limita superioara la masina de capsat C
T Timpul de deplasare a benzii B1
N Numarul de piese ce trebuie sa intre in cutie
T1 Intervalul de timp dupa care se opreste functionarea (in cazul in care nu se atinge N)
Preview document






























Conținut arhivă zip
- Automate Programabile si Microprogramare.doc
Alții au mai descărcat și

Sa se proiecteze un automat pentru umplere si eliberare pahare cu Coca-Cola. Se iau in considerare operatiile: introducere monede, eliberare rest,...

Cunoasterea duratei de timp de la semanat pâna la rasaritul plantelor mai are însemnatate si pentru obtinerea unor productii cat mai timpurii. Daca...

In multe aplicatii este nevoie de un element care sa prezinte 2 stari diferite, cu posibilitatea de a trece dintr-o stare in cealalta, fara sau in...

Cerintele sistemului operational Odata ce a fost definita nevoia si abordarea tehnica, e necesar sa le tranlatam intr-un “scenariu...
Te-ar putea interesa și

CAPITOLUL 1. GENERALITĂŢI PRIVIND AUTOMATELE PROGRAMABILE 1.1.Definiţii şi caracteristici. Automatele programabile sau PLC-urile sunt...

INTRODUCERE Bancile erau privite de obicei ca o ruda neinsemnata a marilor banci de investitii si brockerage. Aceasta nu mai e de actualitate....

- I.1Domeniul de activitate Banca Romana de Dezvoltare este o banca cu vocatie universala, adepta unei politici bine definite de crestere...

Introducere În ziua de astazi, clientii au devenit mult mai informati despre ce trebuie sa le ofere piata. Necesitatea calitatii serviciului este...

TENDINTE IN ACTIVITATEA BANCARA DIN ROMANIA Domeniul: Bancar Tendinte si experiente semnificative pe plan mondial si European Instabilitatea...

INTRODUCERE Trăim într-o lume aflată într-o permanentă schimbare, singura constantă fiind schimbarea. Expansiunea rapidă a tehnologiei...

INTRODUCERE Sistemul bancar este reprezentat de ansamblul coerent al diferitelor categorii de institutii financiar-bancare care functioneaza...

Datorită rolului crucial pe care băncile îl deţin în cadrul sectorului financiar, fără de care economia modernă nu-şi poate exercita rolul şi...