
Cuprins
- A0: Enunţul temei;
- A1: Domeniul de utilizare;
- A2: Schema cinematică;
- A3: Diagrame de variaţie a spaţiului, vitezei şi acceleraţiei culisoului;
- A4: Predimensionarea şi verificarea organologică şi de rezistenţă a arborelui principal;
- A5: Predimensionarea şi verificarea organologică şi de rezistenţă a bielei;
- A6: Proiectarea transmisiei prin curele trapezoidale
- A7: Determinarea dimensiunii volantului şi a puterii necesare antrenării lanţului cinematic;
- A8: Calculul cuplajului;
- A9: Calculul frânei;
- A10: Bibliografie.
Extras din proiect
A0
ENUNŢUL TEMEI
Să se proiecteze lanţul cinematic principal pentru o presă de ambutisat mecanică cu următoarele caracteristici tehnice:
- forţa de deformare FD = 100 [kN]
- numărul treptelor de reglare kz = 6
- numărul de curse duble ncd = 60 [cd/min]
- cursa minimă/maximă Hmin = 60 [mm]
Hmax = 100 [mm]
- excentricitatea e = 0
- dimensiunea mesei A B = 400 400 [mm]
A1
DOMENIUL DE UTILIZARE
Prelucrarea prin presare face parte din procedeele tehnologice aplicate din ce în ce mai mult în industrie. Acest procedeu are la bază proprietatea de deformare plastică a metalelor, care permite ca sub acţiunea unor forţe exterioare aplicate static sau dinamic, să se imprime piesei forma şi dimensiunile cerute. Realizarea formei dorite se face fără îndepărtare de material ci numai printr-o redistribuire a acestuia. Productivitatea ridicată, precizia bună precum şi posibilităţile de execuţie a unor piese de complexitate deosebita justifică tendinţa manifestată pe plan mondial de a se extinde din ce in ce mai mult acest procedeu de prelucrare.
Una din condiţiile esenţiale ale introducerii în producţie a procedeelor tehnologice de prelucrare prin presare o constituie înzestrarea întreprinderilor industriale cu utilaje specifice. Maşinile utilizate pentru prelucrarea prin presare se diferenţiază, din punct de vedere constructiv, ca sistem de acţionare şi ca mod de transmitere a forţei de deformare.
Dezvoltarea maşinilor de presare la rece a determinat la rândul sau diversificarea rapidă a procedeelor de prelucrare. În tehnica modernă se manifestă, din ce în ce mai mult, tendinţa de folosire a profilelor din tablă, ca materie primă, pentru confecţionarea diferitelor piese importante din construcţia de maşini si utilaje.
Prin înlocuirea profilelor laminate cu elemente din tablă îndoită s-au executat turle pentru instalaţii de foraj de 40% mai uşoare şi în aceleaşi condiţii de rezistenţă.
Fabricarea unor piese şi instalaţii complexe din tablă este posibilă, având la dispoziţie maşini specializate în acest scop, şi prin modernizarea tipurilor de maşini de construcţie veche. Dintre maşinile utilizate la prelucrarea diferitelor piese din tablă, presele de ştanţat şi ambutisat precum şi maşinile de tăiat şi de îndoit ocupă locul principal. Diferitele construcţii de maşini sunt determinate de specificul prelucrărilor şi de modul de realizare a energiei care asigură deformarea. Posibilităţile de mecanizare şi modernizare ale maşinilor de prelucrat prin presare trebuie să fie folosite cu curaj şi pricepere pentru continua creştere a productivităţii muncii.
In cazul fabricaţiei de serie mare sau de masă se impune automatizarea lucrărilor de presare prin producerea unor maşini cu randament sporit care au şi avantajul că înlătură efortul fizic al operatorului /.1.(7)/.
A2
SCHEMA CINEMATICĂ
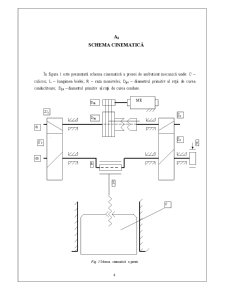
În figura 1 este prezentată schema cinematică a presei de ambutisat mecanică unde: C – culisou; L – lungimea bielei; R – raza manivelei; Dp1 – diametrul primitiv al roţii de curea conducătoare; Dp2 – diametrul primitiv al roţii de curea conduse.
Fig. 1 Schema cinematică a presei
Preview document

































Conținut arhivă zip
- Lantul Cinematic Principal al unei Prese de Ambutisat Mecanica.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

4.1. Scopul lucrării Deoarece configuraţia complexă a batiului şi variaţia secţiunilor nu permit efectuarea unor calcule teoretice suficient de...

1.1. Scopul lucrării Lucrarea îşi propune cunoaşterea particularităţilor constructive şi funcţionale ale preselor mecanice cu excentric şi al...
Te-ar putea interesa și

Introducere OBTINEREA PIESELOR PRIN DEFORMARE PLASTICA Prelucrarea materialelor metalice prin deformare plastica se bazeaza pe proprietatea de...

1. Functiile cuplajelor si franelor utilizate la masini-unelte de prelucrat prin deformare Cuplajele si franele sunt subansambluri obligatorii ale...

Introducere Istoria omenirii este strâns legată de dezvoltarea mijloacelor de producţie. Pentru a-şi procura cele necesare traiului, omul...