Cuprins
- CAP 1. SORTIMENTUL ŞI TEHNOLOGIA 5
- 1.1. PREZENTAREA TEHNOLOGICĂ A ARTICOLULUI. 5
- 1.2. MATERIA PRIMĂ – CARACTERISTICI FIZICO – MECANICE. 5
- 1.3. STABILIRĂ PROCESULUI TEHNOLOGIC 5
- CAP.2 ALEGEREA UTILAJULUI 10
- 2.1. PREZENTAREA CARACTERISTICILOR TEHNICE 10
- 2.2. STUDIUL TEHNOLOGIC AL MECANISMELOR MAŞINII ADOPTATE. 10
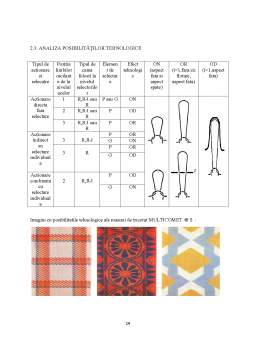
- 2.3. ANALIZA POSIBILITĂŢILOR TEHNOLOGICE 15
- 3.2. CALCULUL PARAMETRILOR DE STRUCTURĂ 21
- CAP. 4 CALCULE TEHNOLOGICE 23
- 4.1. CALCULUL CONSUMULUI SPECIFIC PE TIPURI DE FIRE 23
- 4.2. CALCULUL PIERDERILOR SI INDICILOR DE CONSUM 24
- 4.3. CALCULUL NECESARULUI DE MATERIE PRIMA PE UNITATEA DE PRODUS 25
- 4.2. CALCULUL NECESARULUI DE MATERIE PRIMA PE UNITATEA DE TIMP 27
- CAP. 5 PROIECTAREA TEHNOLOGIA A OPERATIEI DE TRICOTARE 28
- 5.1. CALCULUL PARAMETRILOR TEHNOLOGICI 28
- 5.2. PROGRAMAREA TEHNOLOGICA A MASINII DE TRICOTAT 31
- 5.3. CALCULUL CAPACITĂŢII DE PRODUCŢIE A MAŞINII DE TRICOTAT 34
- 5.3.1 Calculul producţiei teoretice. 34
- 5.3.2 Calculul normei de productie 36
- 5.3.3 Calculul productiei practice a utilajului: 36
- 5.3.4 Calculul necesarului de utilaj : 37
- CAP 6. DESTINAŢIA TRICOTULUI 37
- 6.1. ISTORICUL ROCHIEI 38
- 6.2. MINICOLECTIE 41
- Bibliografie 41
Extras din proiect
CAP 1. SORTIMENTUL ŞI TEHNOLOGIA
1.1. PREZENTAREA TEHNOLOGICĂ A ARTICOLULUI.
Maşina MULTICOMET 48 S este o maşină de tricotat circulară cu cilindru şi disc, dotată cu mecanism desenator şi este produsă de firma TEXTIMA.
Valorile caracteristicilor tehnice ale maşinii sunt: D = 30” (750mmm); S = 40; KE = 16.
Pe această maşină de tricotat pot fi realizate atât tricoturi pe o fontură cât şi tricoturi pe două fonturi. Tricotul proiectat face parte din grupa tricoturilor cu desene combinate şi este o structură Jacard pe o fontură în două culori. Pentru realizarea acestui tricot se vor folosi fire de bumbac de fineţe Nm=50 (Ttex=20), în două culori: roşu şi negru.
1.2. MATERIA PRIMĂ – CARACTERISTICI FIZICO – MECANICE.
Nr.crt.
Finete Ttex
Nm
Caracteristici
1. Calitatea I
2. Abateri limita la Nm +2
3. Neregularitatea la Nm [%] 3.5
4. Sarcina la rupere [ cN] 216
5. Neregularitatea la sarcina de rupere [%] 9
6. Lungimea de rupere [km] 10.8
7. Alungirea [%] 5
1.3. STABILIRĂ PROCESULUI TEHNOLOGIC
Tricoturile, ca produse finite, sunt rezultatul diferitelor tipuri de procese tehnologice a căror diversitate este determinată de: structura tricotului, materia primă prelucrată, tipul utilajului şi destinaţia produsului.
Procesul tehnologic reprezintă un proces de fabricaţie, sau o parte a acestuia, care cuprinde totalitatea operaţiilor în decursul cărora materia primă, materialele, semifabricatele, se transformă în produs finit prin: modificarea dimensiunilor, a formei, a aspectului, sau a poziţiei lor relative.
În cazul producerii tricoturilor metraj pe maşini circulare de tricotat, procesul tehnologic de de tricotare cuprinde etapele prezentate în figură 1, care reprezint schema tehnologică a procesului tehnologic.
Schema tehnologică este prezentarea grafică a tuturor operaţiilor dintr-un proces tehnologic, în succesiunea de executare a acestora.
Fig.1 Schema procesului tehnologic de tricotare, pentru tricoturile metraj realizate pe maşini de tricotat cu diametru mare
Operaţiile procesului tehnologic:
1. Bobinarea:
Bobinarea firelor este operaţia de trecere a firelor de pe formate mici neadecvate tricotării (sculuri, ţevi), pe formate cu lungimi mari de fir care îndeplinesc condiţiile impuse de prelucrarea pe maşina de tricotat, numite bobine.
Scopurile tehnologice ale operaţiei de bobinare sunt următoarele:
- înfăşurarea unor lungimi mari de fir pe formate numite bobine pentru a asigura funcţionarea pe o durată mai mare de timp a maşinilor ulterioare bobinării în cadrul fluxurilor tehnologice (în cazul nostru a maşinilor de tricotat);
Preview document








































Conținut arhivă zip
- Proiectarea unui Articol Realizat pe o Masina Circulara cu Diametru Mare Multicomet cu 48 de Sisteme.docx
Alții au mai descărcat și

CAPITOLUL 1. SORTIMENTUL SI TEHNOLOGIA 1.1. Prezentarea tehnologica a articolului Masina MULTICOMET 48 S este produsa de firma Textima si este o...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...