
Extras din proiect
1.Tema de proiect
Sa se proiecteze tehnologia de executie a piesei: semicupla.
Sa se proiecteze sistemul de fabricatie flexibila in care se prelucreze familia de piese bucse sferice.
2.Date initiale
- diametrul exterior : D=190/173 mm;
- adancimea minima de aschiere: t=5/5mm;
- uzura admisibila pe suprafata de asezare: hα=0,9;
-scula: cutit normal; h cutit=25 mm, materialul sculei otel rapid, durabilitatea sculei T=60 min;
-timpi de baza(tb) si numarul de piese pe an(ni):
nr.crt tb1 tb2 ni
1 27 12 12000
2 15 15 15000
3 15 17 10000
4 12 19 10000
5 14 10 20000
3.Itinerariul tehnologic
3.1Plan de operatii:
Op./faza Denumire Desen M.U Scula
1.1 Turnare
Centrifuga -
1.2 Strunjire exterioara de degrosare si de finisare
Prindere din interior
Strung CNC
(HEYNUMAT) Cutit de strung
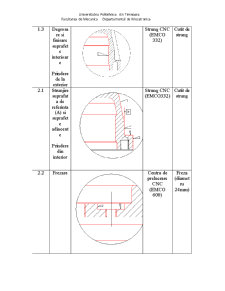
1.3 Degrosare si finisare suprafete interioare
Prindere de la exterior
Strung CNC
(EMCO 332) Cutit de strung
2.1 Strunjire suprafata de referinta (A) si suprafete adiacente
Prindere din interior
Strung CNC
(EMCO332) Cutit de strung
2.2 Frezare Centru de prelucrare CNC
(EMCO 600) Freza
(diametru 24mm)
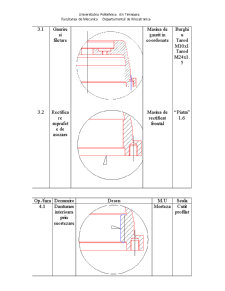
3.1 Gaurire si filetare Masina de gaurit in coordonate Burghiu
Tarod M10x1
Tarod M24x1.5
3.2 Rectificare suprafete de asezare
Masina de rectificat frontal “Piatra”
1.6
Op./faza Denumire Desen M.U Scula
4.1 Danturare interioara prin mortezare
Morteza Cutit profilat
4.Calculul elementelor regimului de aschiere
4.1.Operatia de strunjire a suprafetei de asezare (Hasmatuchi):
4.1.1 Alegerea avansului de aschiere
Cs=0,0045 Cra=256
y =1,4 χ =0,3
[mm/rot]
s = 0.624723 mm/rot
Preview document











Conținut arhivă zip
- Sistem de Fabricatie Flexibila - Bucse Sferice.doc