Cuprins
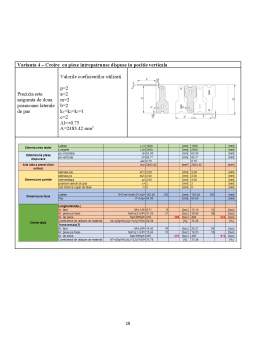
- Desen 2D piesa .. ...4 Cap.1 Proiectarea tehnologiei de realizare a piesei .. 5 1.1 Analiza materialului piesei ... .5 1.2 Analiza tehnologică a formei piesei ...5 1.3 Determinarea dimensiunilor semifabricatului (a formei desfășurate a piesei) ... ...6 1.4 Variante de itinerarii tehnologice. Studiul lor comparativ . ..8 1.5 Calcule de croire .. 12 1.5.1 Calculul puntițelor .. ..12 1.5.2 Calculul coeficientului de utilizare de material .. ..12 1.5.3 Stabilirea variantei optime . ..18 Cap. 2 Proiectarea stantei .19 2.1 Stabilirea schemei prelucrării . .19 2.2 Calculul condițiilor dinamice din process ... 19 2.2.1 Calculul forței ...19 2.2.2 Calculul lucrului mecanic .25 2.2.3 Calculul puterii necesare în process ..25 2.3 Alegerea utiliajului de presare .25 2.4 Determinarea poziției centrului de presiune 26 2.5 Alegerea tipizatului ..29
- 3
- 2.6 Calcule de verificare a elementelor componente .30 2.7 Dimensionarea părții de lucru a elementelor active 36 2.8 Verificarea la montaj a ștanței .40 Cap 3 Documentația grafică 3.1 Desen de ansamblu ștanță 3.2 Desene de execuție placă activă și poansoane Bibliografie ..42
Extras din proiect
Cap.1 Proiectarea tehnologiei de realizare a piesei 1.1 Analiza materialului piesei
Materialul utilizat pentru producerea piesei este un otel nealiat,el face parte din categoria Table si benzi pentru ambutisare,. [3]
Material : A1 STAS 9485-80
Rezistenta la rupere [N/mm2]: Rm = 270-410
Alungirea la rupere [%] : ≥28
Dimensiuni livrare [mm x mm] : foi tabla 1000x2000 , 1250x2500
1.2 Analiza tehnologică a formei piesei
Plecand de la considerentele privind durabilitatea elementelor active , verificam daca se indeplinesc cerintele valorilor minime acceptate la stantare,respective cerintele de calitate ale piesei, Tabel 2.1-2.4 [3]
Verificare conditii durabilitate elemente active :
Pentru orificii rotunde : dmin=1*g=1*1=1 mm
- Pentru orificii ovale : bmin=0.9*g=0.9*1=0.9 mm
- Distanta minima dintre orificiu si marginea piesei: amin=2.7 mm
- Distanta h≥1.2*g=1.2*1=1.2 mm
Cum dimensiunile de pe piesa sunt mai mari decat dimensiunile minime admise , rezulta ca din punct de vedere al durabilitatii elementelor active , piesa se poate realiza pe stante obisnuite .
6
Calitatea pieselor se determina in functie de distanta minima dintre orificiile perforate,respectiv de la marginea piesei la orificii.
Verificare conditii calitate piesa :
- a2>1*g , rezulta a2>1 mm
- a3>0.8*g, rezulta a3>0.8 mm
Cum cele 2 conditii se indeplinesc , rezulta ca din punct de vedere al calitatii piesei , aceasta se poate realiza pe stante obisnuite.
Verificare cerinte de precizie ale prelucrarilor , conform Tabel 2.6-2.7 [2]
- Pentru g=1,0 - 2,0 mm si dimensiunea semifabricatului 50 - 120 mm avem ±0,30/±0,10 toleranta .
- Avem o cota de 93,71±0.5 mm, care are toleranta TD=1>T=0,60 in conditii de prelucrare pe stante obisnuite.
- Pentru g=1,0 - 4,0 mm si dimensiunea orificiului perforat este <10 , precizia la prelucrare este ±0,08/±0,03,. - Diametrul orificiului Ø6±0,1 , are TD=0,2>T=0,16 .
- Pentru g=1,0 - 4,0 mm si dimensiunea orificiului perforat oval 10-50 , precizia la prelucrare este ±0,10/±0,06, - Diametrul orificiului oval Ø5±0,08 , are TD=0,16<T=0,20 , pentru stante obisnuite si TD=0,16>T=0,12, pentru stante de precizie ridicata.
Avand in vedere faptul ca tolerantele orificiului oval aflat pe desen sunt mai mici decat cele din tabel, pentru situatia in care folosim stante obisnuite si mai mari in cazul stantelor de precizie ridicata, rezulta faptul ca piesa se poate realiza din punct de vedere al cerintelor de precizie dimensionala doar pe stante cu precizie ridicata .
Bibliografie
1. https://www.totalmateria.com/ 2. Șt. Rosinger, A. Tulcan, F. Ferician, ș.a., Tehnologia presării la rece-îndrumător, Litografia UPT, Timișoara, 1994
3. TDP - Indrumator de proiectare /Aurel Tulcan/UPT/2020 4. Șt. Rosinger, Procese și scule de presare la rece, Editura Facla, Timișoara, 1987
Preview document
















































Conținut arhivă zip
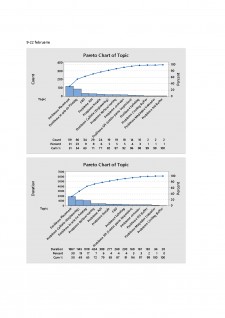
- 9 22 februarie.docx
- Minitab 9-22 ianuarie 2021.MPJ
- SPDP_1_Calcule.pdf
- SPDP_2_Desen stanta.pdf
- SPDP_3_Desen poanson.pdf
- TPM_Data_9-22 IANUARIE 2021.xls
Alții au mai descărcat și

A.PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE A.1. Analiza piesei 1.1 Rolul funcțional al piesei In lipsa unui desen de ansamblu, se vor...

1.Introducere in studiul materialelor compozite De la inceputul erei industriale, otelul si fonta au constituit „inima” progresului din...

TEMA Sa se proiecteze tehnologia de executie si echipamentul tehnologic necesar realizarii reperului eclisa din figura de mai jos , in conditiile...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...