
Cuprins
- Cap. 1 Introducere
- Cap. 2 Tensiuni şi deformaţii remanente la sudare
- 2.1 Definiţii. Generalităţi
- 2.2 Procesul de formare a tensiunilor remanente la sudare
- 2.3 Forţe dezvoltate în îmbinarea sudată
- 2.4 Deformaţii remanente la sudare
- 2.5 Posibilităţi de reducere a deformaţiilor
- 2.5.1 Metode mecanice
- 2.5.2 Metode constructive
- 2.5.3 Metode tehnologice
- Cap. 3 Dispozitivul de măsurare DDD-1-05
- 3.1 Principiul măsurării deformaţiilor unghiulare
- 3.2 Dispozitivul pentru măsurarea deformaţiilor unghiulare
- 3.3 Principiul măsurării deformaţiilor liniare
- 3.4 Tehnologia de debitare cu flacără oxiacetilenică a inelului
- 3.4.1 Caracteristicile acetilenei
- 3.4.2 Caracteristicile oxigenului
- 3.4.3 Parametrii regimului de tăiere oxiacetilenică a inelului
- 3.5 Proiectarea şurubului menghinei de fixare a componentei de sudat
- 3.5.1 Alegerea materialului
- 3.5.2 Predimensionarea şurubului
- 3.5.3 Verificarea condiţiei de autofrânare
- 3.5.4 Calculul înălţimii piuliţei
- 3.5.5 Verificarea filetului şurubului şi piuliţei la forfecare
- 3.5.6 Verificare şurubului (tijei) şi piuliţei (corpului) la solicitări compuse
- 3.6 Finalizarea construcţiei dispozitivului
- Cap. 4 Cercetarea influenţei rostului de sudare asupra deformaţiilor remanente la sudare
- 4.1 Parametrii programului experimental
- 4.2 Proiectarea tehnologiei de sudare
- 4.3 Rezultate şi discuţii
- Caiet de sarcini
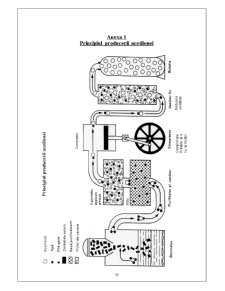
- Anexa 1. Principiul producerii acetilenei
- Bibliografie
Extras din proiect
1.Introducere
Sudarea este un proces tehnologic prin care două sau mai multe materiale sunt îmbinate nedemontabil prin scoaterea lor din echilibrul normal şi asigurarea anumitor condiţii specifice. Scoaterea din echilibru a materialelor este posibilă prin modificarea cel puţin a unuia dintre următorii parametri: temperatura, presiunea sau volumul. În fiecare din situaţiile posibile obţinute prin modificarea unuia dintre cei trei parametri sau prin combinaţii realizate prin modificarea a 2 sau 3 parametri se obţin efecte directe şi efecte indirecte în ceea ce priveşte starea materialului în timpul stării de dezechilibru sau după încetarea dezechilibrului. Unul dintre efectele secundare, de nedorit dealtfel, este formarea de tensiuni în interiorul materialului.
În cazul modificării temperaturii, această modificare în cadrul procesului de sudare este neuniform ralizată, motiv pentru care diferite puncte ale materialului se găsesc la un moment dat la temperaturi diferite, deci se manifestă diferit în ceea ce priveşte dilatarea şi contracţia. Această stare de fapt este o sursă de tensiuni interne.
În cazul modificării presiunii, nu toată masa materialului de bază este supusă la un moment dat aceleiaşi presiuni. Există gradiente de presiune atât de mari încât la un moment dat un punct al materialului se poate găsi în stare plastică, iar altul nici să nu sesizeze modificarea de presiune. Această stare de fapt este o sursă de tensiuni interne.
În fine, în cazul modificării volumului, situaţie relativ rar întâlnită în procesele de sudare şi atunci strâns legată de modificarea presiunii, modificarea de volum este la rândul ei sensibil neuniformă, deci dă naştere la tensiuni interne.
Este evidentă, deci, existenţa în orice proces de sudare a tensiunilor interne. Dacă după îndepărtarea cauzelor tensiunile se menţin atunci ele poartă numele de tensiuni remanente. Aceste tensiuni sunt cauzatoare de fisurări sau de deformări ale îmbinării sudate. În cazul în care componentele de sudat sunt rigidizate excesiv sau sunt fixate / încastrate într-o construcţie relativ mare şi complexă, tensiunile vor creşte excesiv, dând naştere, local la fisurări ale materialului sudurii. Dacă însă cel puţin una dintre componentele de sudat este liberă, în sensul posibilităţii de a evolua liber sub acţiunea tensiunilor remanente, atunci îmbinarea se va deforma. Aceasta este situaţia cea mai des întâlnită şi se poate preciza fără urmă de îndoială că nu există îmbinări sudate fără deformaţii. Deformaţiile sunt, volumic, mai mari în cazul îmbinărilor realizate prin sudare prin topire. În acest caz îmbinarea se deformează atât unghiular cât şi liniar.
Prezenta lucrare îşi propune proiectarea şi realizarea unui dispozitiv destinat măsurării deformaţiilor unghiulare şi liniare la sudarea prin topire cu arc electric a îmbinărilor cap la cap şi în colţ. Dispozitivul trebuie să poată măsura deformaţiile unghiulare cu o precizie de ordinul zecimilor de grad şi deformaţiile liniare cu o precizie de ordinul zecimilor de milimetru.
Preview document















































































Conținut arhivă zip
- Stand Experimental pentru Determinarea Deformatiilor Remanente la Sudarea prin Topire
- Anexe.doc
- Bibliografie.doc
- Caiet de sarcini.doc
- Capitol 1.doc
- Capitol 2.doc
- Capitol 3.doc
- Capitol 4.doc
- cuprins.doc
- Foi de garda.doc
Alții au mai descărcat și

1. Introducere Studii documentare privind sudarea cu ultrasunete si sudarea materialelor metalice In ultimul timp sudarea cu ultrasunete a...

1. Introducere 2. ASAMBLARI NEDEMONTABILE Asamblarile nedemontabile sunt acele asamblari la care,pentru desfacerea pieselor este necesar sa se...

Introducere Încercările mecanice practicate în prezent pe plan mondial în sudarea metalelor, pentru îmbinări sudate şi pentru metal depus, sunt...

Introducere Deoarece condiţiile arderii totale nu sunt niciodată întrunite simultan, arderea amestecului carburant în motoarele cu ardere internă...

1.1 Masurare si control. Importanta masurarilor in productie Masurarea este o operatie sau un proces metrologic prin care, cu ajutorul unui...

1. MASURAREA MĂRIMILOR TEHNICE SPECIFICE PROCESELOR INDUSTRIALE 1.1 IMPORTANŢA MĂSURĂRILOR ÎN ŞTIINŢĂ ŞI TEHNICĂ Baza realizarii oricarui produs...

1.MONITORIZAREA MARIMILOR TEHNICE SPECIFICE PROCESELOR INDUSTRIALE 1.1 TIPUL DE PRODUCTIE IN CADRUL CAREIA SE REALIZEAZA PROCESE DE MASURARE....

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...