Cuprins
- 1. Caietul de sarcini de producţie.
- 1.1. Programul de fabricaţie.
- 1.2. Mijloacele de producţie disponibile.
- 2. Analizarea desenului de definire a piesei.
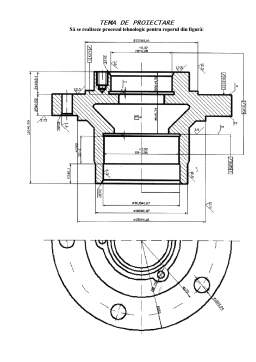
- 2.1. Desenul de definire.
- 2.2. Analizarea materialului.
- 2.3. Analizarea suprafeţelor.
- 3. Alegerea semifabricatului.
- 3.1. Alegerea metodei şi a procedeului de elaborare.
- 3.2. Concepţia semifabricatului.
- 4. Concepţia procesului de prelucrare.
- 4.1. Procesul de prelucrare tip.
- 4.2. Procesele elementare de prelucrare a entităţilor piesei.
- 4.3. Sistemul tehnologic.
- 4.4. Prinderea piesei.
- 4.5. Procesul de prelucrare.
- 5. Simularea procesului de prelucrare.
- 5.1. Simularea prelucrării entităţilor piesei.
- 5.2. Simularea prelucrării entităţilor piesei.
- 6. Pregătirea lansării în fabricaţie.
- 6.1. Regimurile de aşchiere.
- 6.2. Timpul de prelucrare.
- 6.3. Costul de prelucrare.
- 6.4. Dosarul de fabricaţie.
- 7. Bibliografie.
Extras din proiect
1. CAIETUL DE SARCINI DE PRODUCŢIE
1.1 Programul de fabricaţie :
- volumul producţiei : 1500 piese ;
- termenul de lansare în fabricaţie : 1 iunie 2012 ;
- ritmul de fabricaţie : 60 produse / lună / 2 ani ; ( 3/zi )
- costul de fabricaţie maxim : 550 000 lei / buc.
1.2 Mijloacele de producţie disponibile :
- maşini unelte : strung SNA 500, maşina de frezat FUS-200 ;
- dispozitive, scule aşchietoare: mandrine universale, cuţite strung ,burghie, tarozi .
- aparate de măsură şi control: şublerul obişnuit pentru măsurări interioare(10-1000) şi măsurări exterioare (0-1000) cu valoarea diviziunii de 0,1 mm STAS 1373/2-73.
Strungul utilizat este SNA-500 ( strung normal ) care prezintă următoarele caracteristici :
Diametrul maxim al piesei peste batiu 500 mm
Distanta maxima între vârfuri 2000 mm
Diametrul maxim al piesei peste cărucior 265 mm
Diametrul maxim al barei de prelucrat 62 mm
Numărul treptelor de turaţii 21(24)
Domeniul de turaţii, 16…1600 rot/min
Domeniul de avansuri Longitudinale 0,28…5 mm/rot
Transversale 0,007…1,25 mm/rot
Cursa maxima a pinolei 200 mm
Cursa maximă a săniei port-cuţit 170 mm
Puterea motorului principal 7,5 kw
Masa maşinii 2810 Kg
Dimensiuni de gabarit Lungimea 3050…5050 mm
Lăţimea 1350 mm
Înălţimea 1400 mm
Maşina de frezat folosită este freza universală pentru sculărie FUS-200 care prezintă
următoarele caracteristici tehnice :
Suprafaţa de lucru a mesei de bază 200x570 mm
Cursa longitudinală a mesei 270 mm
Cursa verticală a mesei 330 mm
Numărul de avansuri ale mesei 12
Gama de avansuri, 12,5...250 mm/min
Conul arborelui principal Morse 4
Diametrul maxim al sculei cu care se prelucrează, (fixată cu bucşă extensibilă), 17,5 mm
Numărul treptelor de turaţie ale arborelui principal orizontal 12
Gama de turaţie a arborelui orizontal 60....1180 rot/min
Motorul electric pentru acţionat principal orizontal, (cu 2 trepte de turaţii) 1,9 / 1,1 Kw
Masa rotativă
Diametrul mesei ………………………………………………………………
Înălţimea mesei ………………………………………………………………
Numărul discurilor divizoare …………………………………………………
Divizarea directă, numărul de diviziuni ……………………………………...
Masa ………………………………………………………………………….
380 mm
110 mm
3
24
50 Kg
Masa fixă
Suprafaţa mesei
Distanţa de la centrul arborelui orizontal la suprafaţa mesei minimă ……….
Distanţa de la centrul arborelui orizontal la suprafaţa mesei maximă ………
Masa ………………………………………………………………………….
200x600
50 mm
380 mm
50 Kg
Cap divizor
Numărul discurilor divizoare ………………………………………………..
Divizarea directă, număr de divizare …………………………………………
Lungimea maximă a piesei de prelucrat …………………………………….
Diametrul maxim de prelucrat ……………………………………………….
Unghiul de rotire în sensul longitudinal al mesei …………………………….
Unghiul de rotire în sensul transversal al mesei ……………………………..
Alezajul conic al arborelui capului divizor ………………………………….
Masa ………………………………………………………………………….
Dimensiuni de gabarit: - lungime …………………………………………
- lăţime …………………………………………
- înălţime ………………………………………...
Masa - fără accesorii …………………………………………………….….
- cu accesorii. ………………………………………………………..
3
12
250 mm
200
±90°
±15°
Morse 4
61 Kg.
1135 mm
900 mm
1355 mm
660 Kg
1000 Kg
Preview document































Conținut arhivă zip
- Tehnologia Fabricarii Produselor.doc
Alții au mai descărcat și

Introducere Evoluţia progresivă a autovehiculului încă de la apariţia sa, a fost impusă de conştientizarea omului, că acest sistem, la început...

Introducere Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

1. Memoriu de prezentare 1.1. Descrierea generala a podului rulant multioperational din punct de vedere constructiv si functional Podul rulant...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

1) Documentare asupra tipurilor de sisteme de suspensie/direcţie utilizate la autoturismele de tip Mercedes-Benz Clasa S 1.1.Date tehnice: În...
Te-ar putea interesa și

Tema proiectului Sa se proiecteze procesul tehnologic de obtinere a dulcetei de cirese cu o capacitate de 5 t/zi fructe. Dulceata reprezinta...

Se proiecteaza procesul tehnologic de fabricare a piesei “Bucşă coloană”, desen de executie nr. 1, cunoscand urmatoarele date initiale: -tipul...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

I. ARGUMENT Cornurile cu ciocolată sunt produse de panificaţie care fac parte din grupa produselor simple de franzelărie. Din această grupă mai...

CAPITOLUL I. MATERII PRIME ȘI AUXILIARE Produse lactate acide cuprind diferite sortiment de iaurd,laptele batut,laptele acidofil si chefirul...

Cap.I : GENERALITĂŢI Legumele se caracterizează printr-o producţie sezonieră şi o perisabilitate ridicată din care cauză este necesară...

1.1 Rolul funcţional al piesei Reperul analizat este o FLANŞĂ. - Suprafeţele cu rol funcţional sunt: S6, S7, S13. - Suprafeţele cu rol...

I. ARGUMENT Cornurile cu gem sunt produse de panificaţie care fac parte din grupa produselor simple de franzelărie. Din această grupă mai fac...