
Cuprins
- CUPRINS 2
- Cap.1 - Analiza functional - constructivă a piesei 4
- 1.1. Rolul functional al piesei 4
- 1.2. Caracteristicile geometrice constructive prescrise piesei 4
- 1.3. Caracteristicile materialului piesei 6
- 1.4. Tehnologicitatea constructiei piesei 7
- Cap.2 - Proiectarea semifabricatului 9
- 2.1. Stabilirea procedeelor de obtinere a semifabricatului 9
- 2.2. Adoptarea adaosurilor totale de prelucrare 10
- Adoptarea procedeului economic de realizare a semifabricatului 11
- 2.4. Stabilirea tratamentelor primare 12
- 2.5. Realizarea desenului de execuţie 12
- Cap.3 - Proiectarea variantelor preliminare de proces tehnologic 14
- 3.1. Stabilirea metodelor şi procedeelor de prelucrare a suprafeţelor semifabricatului 14
- 3.2. Principii generale de proiectare şi restricţii specifice grupului din care face parte piesa 15
- 3.2.1. Principii generale de proiectare 15
- 3.2.2. Restricţii specifice grupului din care face parte piesa 15
- 3.3. Stabilirea conţinutului şi succesiunii operaţiilor procesului tehnologic (în două variante) 17
- Cap.4 - Proiectarea primei variante de proces tehnologic 22
- 4.1 Stabilirea adaosurilor de prelucrare şi a dimensiunilor intermediare 22
- 4.2 Proiectarea operaţiilor procesului tehnologic 25
- Bibliografie 47
Extras din proiect
Se proiecteaza procesul tehnologic de fabricare a piesei “Bucşă coloană”, desen de executie nr. 1, cunoscand urmatoarele date initiale:
-tipul productiei: serie mica → mijlocie;
-resurse de productie: nelimitate;
-termene de realizat: libere.
Cap.1 - Analiza functional - constructivă a piesei
1.1. Rolul functional al piesei
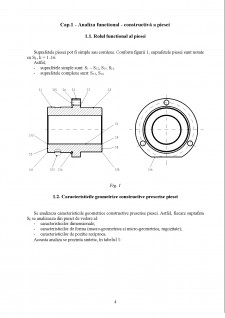
Suprafetele piesei pot fi simple sau comlexe. Conform figurii 1, suprafetele piesei sunt notate cu Sk , k = 1 16.
Astfel,
-suprafetele simple sunt: S1 - S12, S15, S16
-suprafetele complexe sunt: S13, S14
Fig. 1
1.2. Caracteristicile geometrice constructive prescrise piesei
Se analizeza caracteristicile geometrice constructive prescrise piesei. Astfel, fiecare suprafata Sk se analizeaza din punct de vedere al:
-caracteristicilor dimensionale;
-caracteristicilor de forma (macro-geometrica si micro-geometrica, rugozitate);
-caracteristicilor de pozitie reciproca.
Aceasta analiza se prezinta sintetic, în tabelul 1:
Tabelul 1
SK
FormaDimensiunea (ile) caracteristica (e) principala (e)Treap-ta de precizieRugozi-tatea Ra [μm]Toleran-ta de formaToleran-ta de pozitieAlte caracte- ristici
S1Cilindrica exterioarăØ 80
IT 60.8- -
S2Cilindrica exterioarăØ 110IT126,3-
S3Cilindrica exterioarăØ 78IT126,3---
S4Cilindrica interioarăØ 50
IT 60.8-Baza de ref.-
S5 S8Plan frontală 96IT 126,3---
S6Plan frontală 43IT 60.8---
S7Plan frontală 38IT 126,3---
S9, S10, S11
S12Conică1 x 45°IT 126,3---
S13Degajare Ø78, 10IT 126,3---
S14Degajare1/1IT 126,3--
S15Cilindrică3xØ9IT 126,3--
S16Plană48IT 126,3--
Ordonarea suprafetelor Sk s-a facut astfel: intai suprafetele cilindrice (exterioare / interioare), apoi cele plane, conice si, in final cele complexe.
Suprafetele piesei se încadreaza in una din categoriile: principale (functionale), tehnologice sau libere. Astfel:
-suprafeţele funcţionale sunt: S1, S4, S6, S15
-suprafeţele tehnologice sunt: S9 - S12, S14
-restul sunt suprafeţe libere.
1.3. Caracteristicile materialului piesei
Piesa “Bucsa coloană” este fabricata din otelul 21 Mo Mn Cr 12, STAS 791-88.
Compoziţia chimica.
EA,%MinMax
C0.180.24
Mn0.81.2
Cr11.4
Ni--0.3
Mo0.20.3
Ti--0.02
Si0,170,37
Al0,020.045
Cu--0.3
EA,% S P
Calitate MinMaxMax
-- --0,035--
S0.020.040.035
X--0,025--
SX0,020,0350,025
Condiţii de sudare. Continutul de carbon echivalent CE%=0.82,otelul este greu sudabil datorita elementelor de aliere care sunt in concentraţii mari (otelul este considerat un otel bogat aliat).
Caracteristici mecanice la 20 °C
Conditiile stari de referintaDimensiune proba/semif. mmLimita de curgere,Rm N/mm2Rezistenta la rupere,Rm N/mm2Alungirea la rupere,A5,%Gatui-
rea la
rupere
Z,%Rezilienta
KCU la
20 °C
J/cm2--MinMaxMinMaxMinMax----L
1. Calire dubla + Revenire joasa16830108084068
Calibilitate S:
Dj
mmDuritate, HRCDj
mmDuritate, HRC
MaxMinMaxMin
1,549,043,025,036,524,0
3,049,042,030,036,024,0
5,048,541,035,533,523,0
7,047,538,040,032,522,5
9,046,534,045,031,5
11,045,031,550,0
13,043,529,5
15,042,028,0
20,038,526,0
Normalizare 860 °C
Austenitizare 850 °C
Tratamente termice:
Denumirea tratamentului
termicTemperaturi, °CMediul de racire
MinMax
Recoacere de inmuiere680700Cuptor
Carburare840880Ulei, Pachet
Calire I820850Ulei
Recoacere intermediara650680Cuptor
Calire II810830Ulei
Revenire170200Aer
Ac1 735Ac3 820Ms 405
Recomandari de utilizare:
Inlocuitor partial al otelurilor crom - nichel pentru organe de masini: angrenaje, piese de articulatie, arbori, axe, bolturi, bucse, mansoane de cuplaje, pentru industria de autoturisme.
Tipuri de livrare: 1; 2; 3.
Tratamentul termic aplicat probelor: calire I (820 850 C/racire in ulei); calire II (810 830 C/racire in ulei); revenire joasa (170 200 C/racire in aer).
Notare: 21MoMnCr12, STAS 791 - 88.
Marcare prin vopsire: alb - negru - roz.
1.4. Tehnologicitatea constructiei piesei
Calculul masei produsului:
m = ρ × V
Pentru otel, ρ = 7,8 [g/cm3];
V = π R2 h;
V = 69060,83 [mm3]
V = 69.06 [cm3]
m = 0.5 [Kg]
Concordanţa formei constructive cu posibilităţile de realizare
Din punct de vedere al concordanţei formei constructive a piesei cu particularităţile diferitelor metode şi procedee de fabricare se poate menţiona:
- profilul exterior şi interior se poate realiza uşor prin strunjire;
- rectificările profilului exterior si interior se pot executa uşor;
- găuririle sunt accesibile, deci nu ridică probleme de găurire;
- suprafaţa frezată prezintă o bună tehnologicitate;
În concluzie, având în vedere cele expuse mai sus, putem concluziona că piesa prezintă o bună tehnologicitate, neridicând probleme deosebite pentru execuţie.
Bibliografie
[1] Chiriţă, G., Toleranţe şi ajustaje, Editura Universităţii din Piteşti, 2005
[2] Epureanu, A., şi alţii, Tehnologia construcţiei de maşini, E.D.P., Bucureşti, 2005
[3] Neagu, C., Niţu, E., Catană, M., Ingineria şi managementul producţiei, E.D.P., Bucureşti, 2005
[4] Neagu, C., şi alţii, Tehnologia construcţiei de maşini, Editura MATRIX ROM, Bucureşti, 2002
[5] Picoş, C., şi alţii, Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere, Editura Universitas, Chişinău, 1992
[6] Popescu, V., Forjarea şi extruziunea metalelor şi aliajelor, E.D.P., Bucureşti
[7] Popescu, V., Drăgan, I., Alexandru, T., Tehnologia forjării, Editura Tehnică Bucureşti
[8] Vlase, A., şi alţii, Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp Vol I, II, Editura Tehnică, Bucureşti, 1985
[9] Vlase, A., şi alţii, Tehnologii de prelucrare pe maşini de danturat, Edituta Tehnică, Bucureşti, 1998
[10] Vlase, A., şi alţii, Tehnologii de prelucrare pe maşini de frezat, I.P., Bucureşti, 1993
[11] Vlase, A., şi alţii, Tehnologii de prelucrare pe maşini de găurit, Editura Tehnică, Bucureşti, 1994
[12] Vlase, A., şi alţii, Tehnologii de prelucrare pe maşini de rectificat, Editura Tehnică, Bucureşti, 1995
[13] Tache, V., Ungureanu, I., şi alţii, Construcţia şi exploatarea dispozitivelor, I.P., Bucureşti, 1982
[14] Tache, V., Ungureanu, I., Stroe C. Elemente de proiectare a dispozitivelor pentru maşini - unelte, Editura Tehnică, Bucureşti, 1985
[15] Tache, V., Ungureanu, I., şi alţii, Îndrumar de proiectare a dispozitivelor, I.P., Bucureşti, 1980
[16] Tache, V., Ungureanu, I., şi alţii, Proiectarea dispozitivelor pentru maşini - unelte,Editura Tehnică, Bucureşti, 1995
Preview document














































Conținut arhivă zip
- Tehnologia fabricarii produselor - Bucsa coloana.doc
Alții au mai descărcat și

Capitolul 1- Criterii care stau la baza elaborării proceselor tehnologice 1. Analiza desenului de execuţie şi tehnologicitatea piesei In desenul...

PROIECTAREA PROCESULUI TEHNOLOGIC PENTRU O PIESA TIP BUCSA 1.Calculul ritmului liniei tehnologice Conditia de baza care trebuie indeplinita la...

Din punct de vedere funcţional, piesa din figura este un pinion ce face parte dintr-o cutie de viteze a unei maşini unelte. Aceasta foloseşte la...

1.Stabilirea rolului functional al piesei folosind analiza morfofunctionala a suprafetelor Bucsele, in general, sunt organe de masini utilizate la...

Sa se proiecteze procesul tehnologic optim de realizare a piesei: bucsa de legatura, in conditiile unui numar necesar de n=5000bucati/an....

Turnarea reprezinta metoda tehnologica de fabricatie a pieselor prin solidificarea materialului topit intr-o forma adecvata configuratiei si...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...