Extras din proiect
CAPITOLUL I
CONSIDERAŢII PRIVIND CUPTORUL CAMERĂ
CU VATRĂ FIXĂ
Utilajele au rol deosebit în realizarea în bune condiţii a tehnologiilor de tratament termic.
Utilajele de tratament termic sunt foarte diverse datorită: numărului mare de calităţi de metale şi aliaje din care sunt confecţionate produsele, diversaţii mari de sorto-dimensiuni de produse care se supun tratamentului termic, caracterul producţiei de piese care se tratează termic (unicate, serie mică, mijlocie sau de masă).
Utilajele de încălzire au ponderea cea mai mare în atelierele de tratamente termice (cea. 70%), iar dintre acestea cuptoarele ocupă un rol important
Cuptoarele cu flacără utilizează pentru încălziri combustibili gazoşi, prin contact direct al produselor de ardere cu încărcătura, sau indirect. Ele funcţionează într-un domeniu de temperatură de 550°... 1200°C.
Recoacerea de omogenizare se aplică oţelurilor turnate şi constă în încălzire la temperaturi de 1100....1180°C, menţinere îndelungată la aceste temperaturi urmată de răcire înceată în cuptor.
Recoacerea de detensionare se face la temperaturi mici 200....300°C, fie la temperaturi mari de ordinul 600°C.
Recoacerea completă constă în încălzirea oţelului la o temperatură situată în domeniul austenitic în intervalul Ac3+30...50°C respectiv Accem+30....50°C.
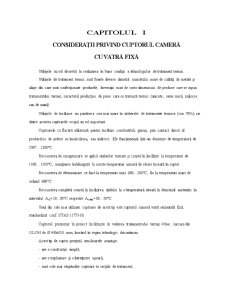
Unul din cele mai utilizate cuptoare de acest tip este cuptorul cameră vatră orizontală fixă, standardizat conf. STAS 11773-80.
Cuptorul prezentat în proiect încălzeşte în vederea tratamentului termic 4 buc. carcase din OLC45 de Ø 450x350 mm, lucrând în regim tehnologic discontinuu.
Acest tip de cuptor prezintă următoarele avantaje:
are o construcţie simplă;
are o exploatare şi o întreţinere uşoară;
sunt cele mai răspândite cuptoare în secţiile de tratament;
-se poate utiliza la realizarea oricărui ciclu de încălzire sau răcire
(pentru recoaceri, căliri, reveniri sau tratamente termochimice).
Ele prezintă încă şi dezavantaje:
încălzirea realizată nu este uniformă;
posibilităţi de mecanizare şi automatizare reduse.
Deoarece piesele supuse încălzirii suportă un tratament termic secundar, trebuie înlăturată posibilitatea supraîncălzirii acestora prin contactul direct cu flacăra.
Pentru a evita contactul pieselor cu flacăra, focarele trebuie amplasate sub camera de lucru. Această amplasare permite să se asigure o circulaţie forţată a gazelor în vederea încălzirii uniforme a pieselor.
CAPITOLUL II
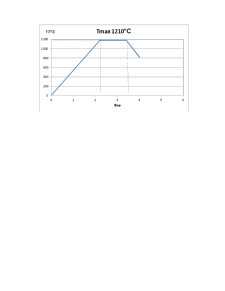
2. STABILIREA DIAGRAMEI DE ÎNCĂLZIRE
a).Se calculează criteriul Biot:
Bi=(α*R)/λ R=450/2=225 mm=>0.225 m
λ=43 W/m^2 .K
Unde: α - coeficientul de schimb de caldura, în W/m2.K;
R – grosimea de încălzire a corpului, în m;
λ – conductivitatea termică a corpului, în W/m2.K;
Tmc – temperature mediului cuptorului;
c – constanta de radiaţie, c = 4.872 W/m2.K;
T0 – temperature iniţială a semifabricatului.
Deci Bi > 0.25 => carcasele intră în categoria pieselor groase.
b).Calculăm căldura specifică medie a oţelului (Cpm).
c).Se calculează didifusivitatea termică (a) :
a=λ/(ρ*〖Cp〗_m ) m^2⁄s
ρ=7800 kg/m3 – densitatea otelului.
Preview document












Conținut arhivă zip
- Proiectare Cuptor Electric cu Vatra Fixa in Vederea Tratamentului Termic pentru 4 Bucati Carcase.docx
Alții au mai descărcat și

1. Date initiale de proiectare a tehnologiei de tratament termochimic 1.1. Rolul functional al reperului in ansamblul din care face parte Arborii...

I.MEMORIU DE PREZENTARE 1.1.Utilizarea masinii Aceste ciocane folosesc ca agent de lucru aburul sau aerul. Sunt utilizate pentru forjare libera...

Tema proiectului: Sa se proiecteze un cuptor tip camera cu vatra fixa, cu flacara, prevazut pentru încalzirea în vederea tratamentului termic a...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

Tehnologia racirii Tehnologia racirii Medii de racire. Executarea tratamentelor termice de diferite tipuri-de la recoaceri pana la...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...