Cuprins
- CUPRINS 2
- 1. Tema proiectului 3
- 2.1 Studiul proceselor tehnologice care se desfasoara in atelierul proiectat 4
- 2.2 Stabilirea fluxului tehnologic in atelierul proiectat 5
- 3 Calculul necesarului de utilaje de baza si auxiliare 6
- 3.1 Secţia de elaborare aliaj lichid 6
- Cantitatea de aliaj elaborat descărcat din agregatele de topire-elaborare 6
- Cantitatea de aliaj lichid turnat pentru a realiza piese bune Gpb 6
- Determinarea agregatelor de topire-elaborare aliaj lichid 6
- Determinarea numărului agregatelor de topire 7
- Determinarea necesarului de oale de turnare 8
- 3.2 Secţia de formare – turnare 9
- Determinarea necesarului de rame de formare 9
- Deteminarea numărului de maşini de formare prin scuturare – presare 10
- Calculul suprafeţei sectorului de formare – turnare – dezbatere 11
- Calculul numărului de mijloace de ridicat şi transportat 11
- 3.3 Secţia pentru executarea miezurilor 12
- Calculul necesarului de miezuri 12
- Calculul numărului de maşini de miezuit 12
- Calculul numărului de mijloace de ridicare şi transport din sectorul de miezuire 12
- 3.4 Secţia pentru dezbaterea şi curăţirea pieselor turnate 13
- Calulul numărului de maşini de polizat 13
- Se determină numărul de piese necesar a fi obţinute într-un an 13
- Calculul numărului de utilaje de tăiere cu flacără oxiacetilenică a reţelelor şi a maselotelor 13
- Curăţarea prin sablare cu jet de alice în camere de curăţare 14
- Calculul mijloacelor de ridicare şi transport din secţia de curăţire 14
- 3.5 Ateliere auxiliare turnătoriei 15
- Calculul numărului de aparate pentru tăiere cu flacără oxiacetilenică şi cu oxigaz 15
- Calcul cantitate amestec de formare 16
- Capacitatea orară a secţiei de preparare 16
- Determinarea cantităţii de amestec de formare şi de miez 16
- 4 . Concluzii 18
- 5 . BIBLIOGRAFIE 19
Extras din proiect
1. Tema proiectului
Organizarea unei secţii de turnare pieselor (din oţel) pentru industria constructoare de masini. Cantitatea de produse prelucrate anual este de 30000 buc, eşalonată după cum urmează:
Tabel nr.1 Producţia unei secţii de turnare a pieselor din oţel
Denumire produse Cantitate (buc) Cantitate unitara (t/buc) Greutate totala
A 5000 1.5 7500
B 15000 0.2 3000
C 10000 0.3 3000
Regimul de lucru al atelierului de turnătorie este cu săptămâna neîntreruptă de lucru, în 3 schimburi a 8 ore, iar întreruperile pentru reparaţii ale instalaţiilor de turnare reprezintă 5% din fondul de timp calendaristic al atelieru
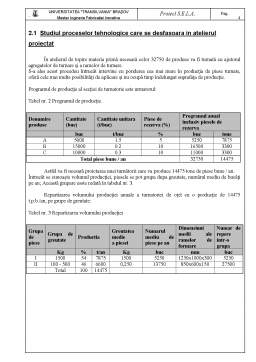
2.1 Studiul proceselor tehnologice care se desfasoara in atelierul proiectat
În atelierul de topire materia primă necesară celor 32750 de produse va fi turnată cu ajutorul agregatelor de turnare şi a ramelor de turnare.
S-a ales acest procedeu întrucât intervine cu ponderea cea mai mare în producţia de piese turnate, oferă cele mai multe posibilităţi de aplicare şi nu ocupă timp îndelungat suprafaţa de producţie.
Programul de producţie al secţiei de turnatorie este urmatorul:
Tabel nr. 2 Programul de producţie.
Denumire produse Cantitate (buc) Cantitate unitara (t/buc) Piese de rezerva (%) Programul anual inclusiv piesele de rezerva
buc t/buc % buc tone
A 5000 1.5 5 5250 7875
B 15000 0.2 10 16500 3300
C 10000 0.3 10 11000 3300
Total piese bune / an 32750 14475
Astfel va fi ncesară proictarea unei turnătorii care va produce 14475 tone de piese bune / an.
Întrucât se cunoaşte volumul producţiei, piesele se pot grupa dupa greutate, numărul mediu de bucăţi pe an; Această grupare esste redată în tabelul nr. 3.
Grupa de
piese Grupa de greutate Productia Greutatea medie a piesei Numarul mediu de piese pe an Dimensiuni medii ale ramelor de formare Numar de repere intr-o grupa
Kg % t/an Kg buc mm buc
I 1500 54 7875 1500 5250 1250x1000x300 5250
II 100 - 500 46 6600 0,250 13750 850x600x150 27500
Total 100 14475
Repartizarea volumului producţiei anuale a turnatoriei de oţel cu o producţie de 14475 t.p.b./an, pe grupe de greutate:
Tabel nr. 3 Repartizarea volumului producţiei
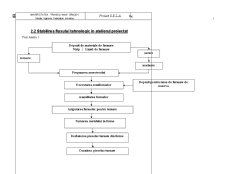
2.2 Stabilirea fluxului tehnologic in atelierul proiectat
Vezi Anexa 1
3 Calculul necesarului de utilaje de baza si auxiliare
3.1 Secţia de elaborare aliaj lichid
Cantitatea de aliaj elaborat descărcat din agregatele de topire-elaborare
Gd = Gpb / is * [(100+ Δ p) / 100]
Gd = 14475 /0.56 [(100+2) / 100] = 26365,18 =>26366 t/an
Gd I = 7875 /0.56 [(100+2) / 100] = 14343,75 =>14344 t/an
Gd II = 6600 /0.56 [(100+2) / 100] = 12021,43 =>12022 t/an
Gd (t/...) – cantitatea de aliaj elaborat descărcat din agregatele de topire-elaborare, necesară pentru acoperierea capacitaţii de realizare a pieselor turnate bune, conform programului;
Gpb (t/...) – greutatea pieselor turnate bune, impusă de programul de producţie;
Δp (t/...) – pierderi din aliajul descărcat prin stropi, scurgeri, şi rămâneri în timpul descărcării, transportului şi manipulării agregatelor de turnare, de la jgheabul de descărcare până la pâlnia de turnare
Δp = 1,5....2,5% Se adoptă 2 %
is – indicele de scoatere al turnătoriei pentru piese din oţel , un important indicator tehnic al turnătoriei; reprezentând raportul dintre greutatea pieselor bune realizate şi greutatea metalului lichid consumat pentru acestea.
Preview document

















Conținut arhivă zip
- Proiectarea unei Sectii de Turnare a Pieselor.doc
- Proiectarea unei Sectii de Turnare a Pieselor.ppt
Te-ar putea interesa și

CAPITOLUL I 1. Principii generale de proiectare a proceselor tehnologice de prelucrare mecanica. 1.1 Principii tehnico-economice la proiectarea...

Introducere Sistemul de racire constituie o componentă foarte importantă a unui automobil, alături de cel de suspensie, ce asigură o modalitate...

1. DATE IDENTIFICARE Societatea Comerciala „RO GER IMPEX95.SRL Sediul in orasul Roman, Str. 1MAI nr.10, cod 5550, judetul Neamt....

1. Stabilirea rolului functional al piesei folosind analiza morfo-functionala a pieselor Cunoaşterea rolului funcţional este prima etapă în...

Definiţii: - operaţiune de reprelucrare într-un proces de producţie a deşeurilor pentru scopul original sau pentru alte scopuri (Sursa: OUG...

Tema proiectului Transmisia surub-piulita alcătuita dintr-un şurub si o piuliţa aflate in mişcare relative in timpul funcţionarii, realizează...

Intreprinderea : Intreprinderea este un sistem de productie ce foloseste utilaje ( resurse materiale si de munca) pentru realizarea de produse si...

1. DEFINIREA, LOCUL, ROLUL SI ATRIBUTIILE ÎNTREPRINDERILOR MODERNE DE PRODUCTIE 1.1. INTRODUCERE Întreprinderea industriala reprezinta o unitate...