Extras din proiect
INTRODUCERE
Sudarea cu fascicul de electroni (SFE) apartine categoriilor de procese de sudura ce folosesc surse optice de energie. Un fascicul de electroni este emis cand un filament de tungsten sau tantal este incalzit la o temperatura inalta. Energia cinetica a electronilor este transformata in caldura pe masura ce ei lovesc piesa.
Procesul a fost dezvoltat in Franta si lansat pe 23 noiembrie 1957 la Paris de J.A.Stohr. Fizicianul german Karl-Heinz Steigerwald a conceput si dezvoltat prima masina de sudura cu fascicul de electroni care a inceput lucrul in 1958.
OPERATIILE DE LUCRU
Pe masura ce electronii lovesc piesa, energia cinetica este transformata in caldura vaporizand metalul instantaneu la o temperatura de 25000 ºC. Caldura penetreaza adanc , facand posibila sudarea unor piese mult mai groase ce nu pot fi sudate folosind celelalte procese cunoscute. Totusi , dat faptului ca fasciculul de electroni este strans focalizat , cantitatea de caldura introdusa este de fapt mult mai scazuta decat in cazul procesului de sudare cu arc electric. Astfel , efectul de sudura asupra materialului inconjurator este minim iar zona afectata de caldura este mica.
Distorsiunea este redusa iar piesa se raceste repede si, desi acest lucru poate fi considerat un avantaj , poate duce la rupere in cazul otelurilor cu continut mare de carbon. Aproape toate metalele pot fi sudate prin acest proces dar cele mai des utilizate sunt otelurile inoxidabile , superaliajele si metodele reactive si refractante. Procesul este deasemenea folosit pentru a realiza sudarea unei largi varietati de combinatii deosebite de metale.Totusi , sudarea unui otel obisnuit in vid provoaca emisii de gaze din partea metalului , pe msura ce se topeste , astfel ca trebuie utilizati dezoxidanti pentru a preveni aparitia porozitatilor in sudura.
Cantitatea de sudura introdusa , si astfel penetrarea , depinde de mai multe variabile , cele mai importante fiind numarul si viteza electronilor ce lovesc piesa , diametrul si viteza fasciculului de electroni . Un curent mai mare in fascicul duce la cresterea cantitatii de caldura si penetrare pe cand viteza mai mare scade cantitatea de caldura si reduce penetrarea. Diametrul fasciculului poate fi modificat prin deplasarea punctului focal fata de piesa- focalizarea fasciculului sub suprafata creste penetratia pe cand plasarea punctului focal deasupra suprafetei creste latimea sudurii.
Cele trei metode primare de SFE sunt aplicate in diferite medii de sudura . Prima metoda dezvoltata necesita un vid ridicat in camera de sudare . Materiale cu o grosime de 15 cm pot fi sudate , iar distanta dintre masina de sudura si piesa (distanta de separare ) poate fi pana la 0,7 m. Desi este cea mai eficienta dintre cele trei metode , dezavantajele pot fi perioada lunga de timp necesara evacuarii corecte a camerei si costul masinii. Pe masura ce tehnologia fasciculului de electron a avansat , a fost posibila SFE in vid scazut la presiuni de 0,1 torri. Aceasta permite utilizarea unor camere de sudare mai mari si reduce timpul si echipamentul necesar evacuarii camerei , dar reduce distanta de separare maxima la jumatate si reduce grosimea maxima a materialului la 5 cm .A treia metoda de SFE se numeste SFE nonvid sau fara-vid , deoarece are loc la presiune normala. Distanta de separare se reduce la 4 cm si grosimea maxima a materialului este de 5 cm. Totusi permite pieselor de orice marime sa fie sudate, datorita faptului ca marimea camerei de sudare nu mai e un impediment.
ECHIPAMENTUL NECESAR
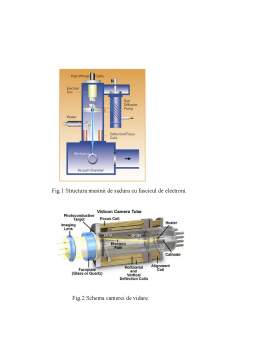
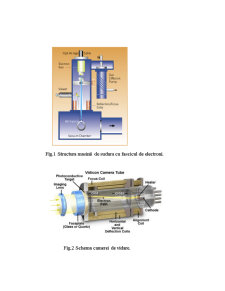
Masina cu fascicul de electroni utilizata in SFE produce atat electroni dar ii si accelereaza folosind un emitator de catod cald , facut din tungsten care emite electroni cand este incalzit . Electronii sunt atrasi de un anod din interiorul masinii , unde sunt adunati si directionati cu ajutorul fortelor magnetice rezultate in urma focalizarii si a bobinelor de deviere. Aceste componente sunt intalnite intr-o coloana a masinii cu fascicul de electroni , in care este mentinut un vid ridicat (aprox. 0,00001 torr).
Sursa de energie absoarbe un curent scazut (de obicei mai mic de 1A) dar asigura un voltaj de pana la 60 kV in masini cu voltaj scazut sau 200 kV in masini cu voltaj ridicat. Masinile cu voltaj ridicat asigura un curent de minim 40 mA si pot asigura un raport adancime-latime al sudurii de 25:1 pe cand raportul la o masina cu voltaj scazut este de aproximativ 12:1 .Puterea fasciculului a unei surse de energie este un indicator al abilitatii sale de a lucra si determina densitatea energiei(in general 40-400kW/cm2)
Pentru metodele de SFE cu vid ridicat si vid scazut , camera de sudura folosita trebuie sa fie etanseizata si destul de rezistenta pentru a rezista presiunii atmosferice . Trebuie sa aiba ecluze astfel incat piesa sa poata fi introdusa si scoasa iar marimea sa trebuie sa fie suficienta pentru a tine piesele dar nu prea mare , deoarece camerele mari necesita mai mult timp de evacuare. Camera trebuie deasemenea sa fie echipata cu pompe capabile sa o evacueze pana la obtinerea presiunii dorite. Pentru un vid ridicat , o pompa de difuzie este necesara , pe cand vidurile scazute pot fi obtinute cu ajutorul unui echipament mai putin costisitor.
Preview document

























Conținut arhivă zip
- Sudarea cu Fascicul de Electroni.doc
Alții au mai descărcat și

INTRODUCERE Procedeu de sudare prin frecare cu element activ rotitor (FSW) a fost inventat de Wayne Thomas la TWI în Anglia (1991) [1] , şi...

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

1.Obtinerea W din concentratie de Wolframit prin sinterizare alcalina. Reactiile chimice de baza la faza de sinterizare sunt: 2FeWO4 +...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...
Te-ar putea interesa și

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

1. Introducere 1.1 Prezentarea şi analiza temei de proiectare Tema prezentului proiect vizează cercetarea principalelor influenţe care se...

Introducerea in nanotehnologie Nanotehnologia este acea ramură a ştiinţei care permite crearea de materiale, de dispozitive şi de sisteme la scară...

1. Introducere Nanotuburile de carbon (NTC) prezintă un mare potential ca piatră de temelie pentru viitoarele sisteme nanoelectronice datorita...

ÎMBINĂRI SUDATE In industria modernă, utilizarea sudării, ca procedeu de îmbinare nedemontabilă, cunoaşte o extindere din ce în ce mai mare....

Cum ajuta robotizarea producatorii de componente auto din Romania 23 Metode si tehnologii de mare eficienta economica folosite în managementul...

Sudarea este o tehnologie importantă de îmbinare și este foarte dependentă de aceasta alegerea procesului, consumabile utilizate, parametrii de...

I. Generalităţi Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele clasice a fost denumită prelucrare...