Extras din proiect
CONCEPTIA SI OBŢINEREA BUCSELOR DE BLOCARE METALICE PRIN TURNARE
1. CARACTERIZAREA GENERALA A ANSAMBLULUI DIN CARE FACE PARTE PRODUSUL
In industria constructoare de masini , din categoria organelor folosite la realizarea diverselor mecanisme si utiliaje , bucsele au un rol important.Acestea pot indeplini rolul de sustinere , ghidare si fixare.Marea diversitate a masinilor si mecanismelor necesita organe de masini printre care bucsele au forme si dimensiuni de la cele mai simple pana la forme deosebit de complicate.Randamentul mecanic al unei masini este determinat in special de calitatea si precizia zonelor prin care ne asigura contactul dintre un arbore si lagarul de alunecare tip bucsa. Bucsele fac legatura cinematica cu alte elemente in cadrul unui ansamblu functional
2. CARACTERIZAREA GENERALA A PRODUSULUI
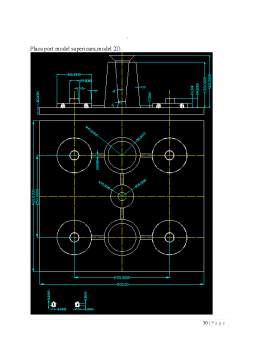
Bucsa de blocare. Forme constructive
Din clasa bucselor fac parte piesele care reprezinta corpuri de revolutie cu suprafete exterioare si interioare concetrice . Piesele din aceasta clasa pot avea diferite forme constructive : netede sau in trepte , cu guler sau fara guler , cu suprafete de revolutie cilindrice , conice , sau profilate.
3. Tehnologii generale de obtinerea bucsei
3.1. Tehnologia de prelucrare a bucselor
Depinde de forma lor , de dimensiuniile si materialele din care se executa si comporta in general prelucrari de degrosare ,semifinisare , finisare , retezire e.t.c.Operatiile de prelucrare a suprafetelor cilindrice exterioare se executa frecvent pe masini de tipul strungurilor , masini de rectificat , mai rar pe masini de frezat sau prin brosare.Alegerea procedeului de prelucrare este determinata de calitatea materialului si de modul de obtinere a semifabricatului.Procesul tehnologic de prelucrare cuprinde urmatoarele etape :- peratii pregatitoare - prelucrare supfrafetelor frontale ;- prelucrarea mecanica a suprafetelor principale si a celor auxiliare ;- finisarea suprafetelor principale ;- control final.
3.2. Tehnologia de turnare a bucselor
Principiul şi avantajele obţinerii pieselor metalice prin turnare
Obţinerea pieselor metalice prin turnare cuprinde următoarele procese tehnologice:
- realizarea unei forme refractare care să conţină o cavitate având geometria piesei ce trebuie obţinută (formare);
- topirea şi obţinerea compoziţiei chimice a aliajului din care se toarnă piesa (topire sau elaborare);
- umplerea formei cu aliaj lichid (turnare);
- solidificarea, răcirea şi extragerea piesei din formă (dezbatere);
- ajustarea şi finisarea geometriei, a rugozităţii şi a structurii piesei turnate (curăţire).
Importanţa procesului tehnologic de turnare pentru industria constructoare de maşini este pusă în evidenţă prin faptul că în ansamblul unei maşini piesele turnate reprezintă 60-90% din masa produselor finite şi circa 20-25% din valoarea acestora. Aceste procente pun în evidenţă pe de o parte ponderea mare a tehnologiilor de turnare în procesele de fabricaţie, iar pe de altă parte costul redus al acestor tehnologii.
Obţinerea pieselor metalice prin turnare prezintă următoarele avantaje:
- se pot obţine piese cu orice configuratie;
- se pot obţine piese cu orice masă şi orice dimensiuni (de la ordinul miligramelor până la ordinul sutelor de tone);
- cantitatea de şpan rezultat la prelucrarea prin aşchiere a pieselor turnate este în general mai mică decât la prelucrarea pieselor obţinute prin alte procedee;
- se poate aplica în condiţii economice la orice serie de fabricaţie;
- costul de fabricaţie al pieselor turnate este mai scăzut decât al pieselor obţinute prin alte procedee de prelucrare.
Ca urmare a acestor avantaje în ultimle decenii s-a manifestat o tendinţă continuă de extindere a realizării semifabricatelor prin turnare la o gamă cât mai mare de repere realizate din aliaje metalice şi în general de creştere a producţiei de piese turnate. De asemenea s-a urmărit continuu să se perfecţioneze tehnologiile de turnare cu scopul îmbunatatirii performanţelor pieselor turnate sau a creşterii productivităţii. Exemplu elocvent în acest sens îl constituie înlocuirea tehnologiei de matriţare, cu turnarea la producţia de arbori cotiţi sau arbori cu came pentru motoarele de autovehicule şi de tractoare, ceea ce a condus la reducerea cu până la de trei ori a cheltuielilor de producţie la aceste repere.
Obţinerea pieselor prin turnare implică şi unele dezavantaje dintre care cele mai semnificative sunt următoarele:
- rezistenţa mecanică a pieselor turnate este mai scazută comparativ cu aceea a pieselor obţinute prin deformare plastică;
- rugozitatea suprafeţelor pieselor turnate este în general mai mare decât în cazul semifabricatelor obţinute prin alte tehnologii;
- precizia dimensională a pieselor turnate este în general mai scazută decât a pieselor obţinute prin alte procedee;
- tehnologiile de turnare sunt mai poluante şi determină condiţii de microclimat grele la locul de muncă, având impact ecologic negativ asupra zonei de amplasare a turnătoriilor.
În ultimile decenii s-au desvoltat procedee speciale de turnare care reduc aceste dezavantaje. Îmbunătăţirea performanţelor calitative s-a realizat în detrimentul costurilor de fabricaţie. De aceea aceste procedee de turnare sunt aplicabile numai în cazuri speciale când costurile ridicate se justifică.
Un rol important în realizarea tehnologiilor de turnare îl are utilajul tehnologic utilizat în procesul de formare şi turnare. Prin utilaj tehnologic în cazul tehnologiilor de turnare se întelege complexul de dispozitive tehnologice şi verificatoare (modele, cutii de miez, rame de formare, verificatoare) cu ajutorul cărora se obţin şi se asamblează formele în vederea turnării.
Proiectarea proceselor tehnologice de turnare cuprinde proiectarea întregului set de dispozitive tehnologice necesare realizării procesului tehnologic precum şi stabilirea planului de operaţii şi a normelor de control pentru procesul tehnologic şi pentru calitatea pieselor turnate.
Preview document





























Conținut arhivă zip
- Conceptia si Obtinerea Bucselor de Blocare Metalice prin Turnare.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...