
Extras din proiect
1. Introducere
Pana in prezent se cunosc mai multe metode de imbinare a tablelor sau pieselor cave din metal, cum ar fi imbinarea prin sudare, sudare prin impact, cu suruburi si prin nituire. In ultimii ani exista tendinta de a folosi tot mai frecvent metalele usoare cum ar fi aluminiul, magneziul si aliajele lor in locul materialelor clasice cum ar fi otelul. In industria auto, in cea aeronautica sau in cea a obiectelor de uz casnic exista multe componente usoare realizate din table, care necesita a fi imbinate intre ele. Tehnologiile clasice de sudare impun multe restrictii la imbinarea componentelor realizate din materiale de natura diferita, din table acoperite prin vopsire, precum si din table de aluminiu sau de magneziu [1]. Folosirea tehnologiilor de sudare prin impact, de imbinare prin suruburi, sau de nituire pot elimina dezavantajele sudarii clasice.
In ultimii ani, materialele ca aluminiul, mangneziul si aliajele lor au fost utilizate adesea la componentele usoare din industria auto, cea aeronautica si in cea de uz casnic. O problema a imbinarii componentelor din metale usoare este aceea ca metodele conventionale de sudare nu sunt potrivite pentru imbinare.
Departamentul Formarii Metalelor - Universitatea de Tehnologie din Hanoi - a cercetat si dezvoltat o noua metoda de imbinare a componentelor din metale usoare. Metoda de imbinare cu poanson si matrita (PM) are un principiu asemanator cu metoda clasica de imbinare prin nituire, la care niturile raman in piesele imbinate. Noua metoda de imbinare se remarca prin faptul ca nu are nevoie de nituri. In principiu aceasta metoda se bazeaza pe deformarea plastica a tablelor metalice pentru a crea legatura dintre straturile de metal sub actiunea fortelor de presare dintre poanson si matrita.
O alta metoda de imbinare este compresiunea electromagnetica (CEM), care este o tehnologie adecvata pentru imbinarea profilelor tubulare din aliajele de aluminiu. Pentru a evalua posibilitatea imbinarii unor profile din magneziu, au fost efectuate incercari cu diferite profile extrudate din aliaje de magneziu [2-5]. Cerintele importante pentru piesele de imbinat prin CEM sunt: conductibilitate ridicata si plasticitate buna, verificarea celor doua cerinte urmarindu-se in cadrul incercarilor experimentale.
De asemenea, au fost efectuate incercari pentru imbinarea prin CEM a componentelor pentru caroserii auto. S-au realizat incercari de rezistenta si de simulare cu elemente finite pentru a analiza influenta parametrilor geometrici asupra rezistentei imbinarilor. Pe baza rezultatelor obtinute, au fost elaborate tehnologiile de imbinare axiala si imbinare prin torsiune si s-au stabilit recomandari pentru aplicarea practica a imbinarii prin CEM.
Lucrarea prezinta aceste noi metode de imbinare, toate bazate pe deformarea plastica a metalelor.
2. Metode neconventionale de imbinare
prin deformare plastica
2.1. Metoda poanson-matrita de imbinare
a componentelor din tabla
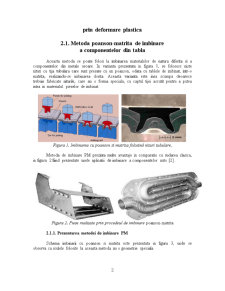
Aceasta metoda se poate folosi la imbinarea materialelor de natura diferita si a componentelor din metale usoare. In varianta prezentata in figura 1, se folosesc niste nituri cu tija tubulara care sunt presate cu un poanson, odata cu tablele de imbinat, intr-o matrita, realizandu-se imbinarea dorita. Aceasta varianta este insa scumpa deoarece trebuie fabricate niturile, care au o forma speciala, cu captul tijei ascutit pentru a putea intra in materialul pieselor de imbinat.
Figura 1. Imbinarea cu poanson si matrita folosind nituri tubulare.
Metoda de imbinare PM prezinta multe avantaje in comparatie cu sudarea clasica, in figura 2 fiind prezentate unele aplicatii de imbinare a componentelor auto [2]
Figura 2. Piese realizate prin procedeul de imbinare poanson-matrita
2.1.1. Prezentarea metodei de imbinare PM
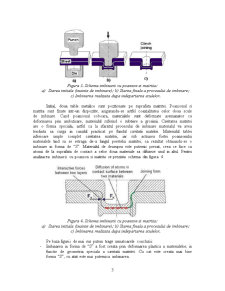
Schema imbinarii cu poanson si matrita este prezentata in figura 3, unde se observa ca sculele folosite la aceasta metoda au o geometrie speciala.
Figura 3. Schema imbinarii cu poanson si matrita:
a) Starea initiala (inainte de imbinare); b) Starea finala a procesului de imbinare;
c) Imbinarea realizata dupa indepartarea sculelor.
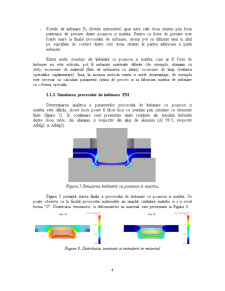
Initial, doua table metalice sunt pozitionate pe suprafata matritei. Poansonul si matrita sunt fixate intr-un dispozitiv, asigurandu-se astfel coaxialitatea celor doua scule de imbinare. Cand poansonul coboara, materialele sunt deformate asemanator cu deformarea prin ambutisare, materialul suferind o subtiere a grosimii. Cavitatea matritei are o forma speciala, astfel ca la sfarsitul procesului de imbinare materialul va avea tendinta sa curga in canalul practicat pe fundul cavitatii matritei. Materialul tablei inferioare umple complet cavitatea matritei, iar sub actiunea fortei poansonului materialele tind sa se retraga de-a lungul peretelui matritei, ca rezultat obtinandu-se o imbinare in forma de “S”. Materialul de deasupra este puternic presat, ceea ce face ca atomii de la suprafata de contact a celor doua materiale sa difuzeze unul in altul. Pentru analizarea imbinarii cu poanson si matrita se prezinta schema din figura 4.
Preview document












Conținut arhivă zip
- Tehnologii Moderne de Imbinare a Materialelor Avansate prin Deformare Plastica.doc
Alții au mai descărcat și

Structura aliajelor cu bază de aluminiu pentru turnare Caracteristicile mecanice ale aluminiului pur sunt relativ mici. Cu cât aluminiul este mai...

1.Introducere Termenul de “compozit”, in linii mari, se refera la un sistem de materiale care este compus dintr-un element de armare, distribuite...

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Aluminiul este cel mai raspandit metal din natura. El reprezinta 7,45% din scoarta pamantului, intra in compozitia argilei, feldspatiilor, a...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...
