
Cuprins
- CUPRINS
- I.INTRODUCERE
- II. MATERIALE DE REFERINŢĂ 6
- III. ACTIVITĂŢI 21
- IV. SOLUŢIILE EXERCIŢIILOR 39
- V. BIBLIOGRAFIE 41
- VI. MATERIALE DE REFERINŢĂ
- FIŞĂ DE CURS nr. 1
- CLASIFICAREA LAMINOARELOR
Extras din referat
1. Clasificarea laminoarelor după destinaţie
- laminoare degrosoare: bluminguri, slebinguri;
- laminoare de profile: grele, mijlocii , uşoare;
- laminoare de sârmă;
- laminoare de table;
- laminoare de benzi: late, înguste, mijlocii, laminate la cald sau la rece;
- laminoare de ţevi;
- laminoare cu destinaţie specială: bandaje, roţi, table ondulate, bile, osii.
2. Clasificarea laminoarelor după construcţia cajelor
2.1 După numărul cilindrilor:
- caje cu doi cilindri (duo);
- caje cu trei cilindri (trio);
- caje cu patru cilindri (au doi cilindri de lucru şi doi cilindri de sprijin);
- caje policilindrice, cu 6, 12, 20 cilindri, din care doi cilindri de lucru şi ceilalţi de sprijin;
2.2 După aşezarea cilindrilor în caje:
- caje cu cilindri verticali;
- caje cu cilindri orizontali şi verticali (caje universale);
- caje cu cilindri înclinaţi;
- alte tipuri, la care aşezarea este în funcţie de felul produselor care se laminează.
3. Clasificarea laminoarelor după amplasarea cajelor în linia de laminare
→ În funcţie de numărul şi aşezarea cajelor, liniile de laminare pot fi:
- cu o singură cajă de lucru;
- cu două sau mai multe caje de lucru;
→ Cajele de lucru ale unei linii de laminare pot fi dispuse astfel :
- într-un singur tren de laminare;
- în două sau mai multe trenuri de laminare.
→ După modul de aşezare a cajelor în trenuri:
- linii de laminare “liniare” cu cajele aşezate una alături de alta;
- linii de laminare “în tandem” cu cajele dispuse una după alta;
- linii de laminare în trepte formate dintr-un număr mare de caje dispuse în grupe liniare aşezate una după alta;
- linii de laminare în zig-zag.
4. Clasificarea laminoarelor după modul de acţionare al cilindrilor
- nereversibile (fiecare dintre cilindrii de laminare se rotesc numai într-un singur sens, cu o turaţie constantă sau variabilă);
- reversibile (sensul de rotaţie al cilindrilor se schimbă după fiecare trecere).
FIŞĂ DE CURS nr. 2
LINIA DE LAMINARE
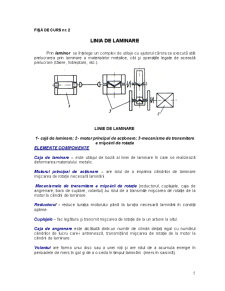
Prin laminor se înţelege un complex de utilaje cu ajutorul cărora se execută atât prelucrarea prin laminare a materialelor metalice, cât şi operaţiile legate de această prelucrare (tăiere, îndreptare, etc.).
LINIE DE LAMINARE
1- cajă de laminare; 2- motor principal de acţionare; 3-mecanisme de transmitere a mişcării de rotaţie
ELEMENTE COMPONENTE
Caja de laminare – este utilajul de bază al liniei de laminare în care se realizează deformarea materialului metalic.
Motorul principal de acţionare – are rolul de a imprima cilindrilor de laminare mişcarea de rotaţie necesară laminării.
Mecanismele de transmitere a mişcării de rotaţie (reductorul, cuplajele, caja de angrenare, bara de cuplare, volantul) au rolul de a transmite mişcarea de rotaţie de la motor la cilindrii de laminare.
Reductorul - reduce turaţia motorului până la turaţia necesară laminării în condiţii optime.
Cuplajele – fac legătura şi transmit mişcarea de rotaţie de la un arbore la altul.
Caja de angrenare este alcătuită dintr-un număr de cilindri dinţaţi egal cu numărul cilindrilor de lucru care-i antrenează, transmiţând mişcarea de rotaţie de la motor la cilindrii de laminare.
Volantul are forma unui disc sau a unei roţi şi are rolul de a acumula energie în perioadele de mers în gol şi de a o ceda în timpul laminării (mers în sarcină).
FIŞĂ DE CURS nr. 3
CAJA DE LAMINARE - elemente componente
1) Fundaţia şi plăcile de bază
- susţine ansamblul cajei cu tot echipamentul mecanic şi electric;
-cadrele se sprinjină pe fundaţie prin intermediul plăcilor de bază turnate din fontă sau oţel.
2) Cadrele cajei
– schelet rigid care susţine toate elementele cajei de lucru şi preia prin lagăre şi dispozitivele de fixare a cilindrilor toate eforturile ce se nasc în timpul laminării în urma presiunii metalului pe cilindri;
3) Lagăre
- în ele se rotesc fusurile cilindrilor de laminare;
- suportă forţele de apăsare în timpul trecerii metalului printre cilindri;
- sunt supuse la : frecare, încălzire, uzură, deformaţie (turtire), şocuri mari;
- pot fi : lagăre de alunecare sau lagăre de rostogolire.
4) Portlagăre
- servesc la menţinerea cuzineţilor într-o anumită poziţie care susţin o parte din lagăre;
- se fac din oţel turnat.
5) Mecanismul de poziţionare al cilindrilor
- modifică distanţa dintre cilindri;
- distanţa dintre cilindri trebuie modificată datorită :
- uzurii cilindrilor sau a lagărelor,
- schemei de laminare (la laminoarele la care distanţa dintre cilindri trebuie modificată după fiecare trecere).
6) Dispozitiv de reglare a cilindrilor
- serveşte pentru menţinerea corectă a axei de laminare;
-orizontalitatea cilindrului inferior se reglează prin adăugarea între portlagăre şi cadru a unor calaje calibrate sau un dispozitiv cu pană şi şurub;
-orizontalitatea se verifică cu nivela cu apă aşezată pe tăblia cilindrului.
Preview document
































Conținut arhivă zip
- Mecanica si Utilaje Specifice Sectorului de Laminare.doc
Alții au mai descărcat și

Laminorul de profile uşoare şi mijlocii este amplasat în cadrul S.C. LAMINORUL S.A. BRĂILA, în partea de sud – vest şi destinat prelucrării la cald...

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

1.Obtinerea W din concentratie de Wolframit prin sinterizare alcalina. Reactiile chimice de baza la faza de sinterizare sunt: 2FeWO4 +...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...
Te-ar putea interesa și

Introducere Realizarea obiectivelor organizaţiei este imposibilă în absenţa participării oamenilor. Răspunsul la întrebarea "Ce îi determină pe...