Extras din curs
1. Principiul procedeului. Caracteristici generale
1.1 Principiul procedeului
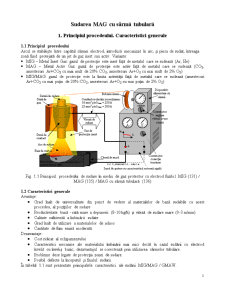
Arcul se stabileşte între capătul sârmei electrod, introdusă mecanizat în arc, şi piesa de sudat, întreaga zonă fiind protejată de un jet de gaz inert sau activ. Variante:
- MIG – Metal Inert Gaz: gazul de protecţie este inert faţă de metalul care se sudează (Ar, He)
- MAG – Metal Activ Gaz: gazul de protecţie este activ faţă de metalul care se sudează (CO2, amestecuri Ar+CO2 cu mai mult de 20% CO2, amestecuri Ar+O2 cu mai mult de 2% O2)
- MIG/MAG: gazul de protecţie este la limita activităţii faţă de metalul care se sudează (amestecuri Ar+CO2 cu mai puţin de 20% CO2, amestecuri Ar+O2 cu mai puţin de 2% O2)
Fig. 1.1 Principiul procedeului de sudare în mediu de gaz protector cu electrod fuzibil MIG (131) / MAG (135) / MAG cu sârmă tubulară (136)
1.2 Caracteristici generale
Avantaje:
• Grad înalt de universalitate din punct de vedere al materialelor de bază sudabile cu acest procedeu, al poziţiilor de sudare
• Productivitate bună - rată mare a depunerii (8-10 kg/h) şi viteză de sudare mare (0-3 m/min)
• Calitate suficientă a îmbinării sudate
• Grad înalt de utilizare a materialelor de adaos
• Cantitate de fum emisă moderată.
Dezavantaje:
• Cost ridicat al echipamentului
• Caracteristici mecanice ale materialului îmbinării mai mici decât în cazul sudării cu electrod învelit cu înveliş bazic; dezavantajul se corectează prin utilizarea sârmelor tubulare.
• Probleme dese legate de protecţia zonei de sudare.
• Posibil defecte la începutul şi finalul sudurii.
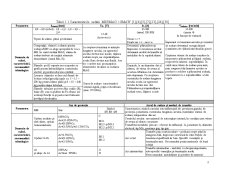
În tabelul 1.1 sunt prezentate principalele caracteristici ale sudării MIG/MAG / GMAW.
Preview document









































Conținut arhivă zip
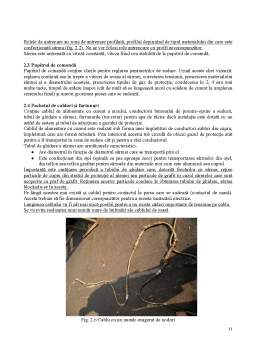
- Tehnologia sudarii.doc
Alții au mai descărcat și

Capitolul 1 Introducere Tăierea termică reprezintă unul dintre procedeele de prelucrare cu largă aplicare la nivelul tuturor producătorilor de...

GENERALITĂŢI În vederea executării pieselor ce urmează a fi montate în ansamblele maşi¬nilor şi instalaţiilor, se folosesc semifabricate tăiate în...

Tema : Echilibru rotorului cu pozitie cunoscuta a maselor dezechilibrate Scopul lucrarii: A lua cunostinta de metodele echilibrarii statice si...

Scopul lucrării:Familiarizarea cu elementele de bază ale sistemului MATLAB, precum si deprinderea in lucru cu acest sistem. Mersul lucrării:...

I. Elemente ale sistemului MATLAB 1.Comenzile de redactare a rândului Tasta Combinaţia de taste Destinare ↑ Ctrl+P Răsfoirea comenzilor...

Capitolul 1.Tratamente termice primare si secundare 1.1 GENERALITĂŢI 1.1.1 Parametrii de bază şi scopul tratamentelor termice Pentru obţinerea...


13. ASAMBLARILE ELASTICE (ARCURILE) 13.1. Consideratii generale 13.1.1. Definitii Asamblarile elastice se realizeaza prin interpunerea pieselor...
Te-ar putea interesa și

Introducere În contextul actual de dezvoltare a societăţii accesul la resurse energetice este vital. Transportul hidrocarburilor lichide sau...

CAPITOLUL 1 INTRODUCERE 1.1. OBIECTUL PROIECTULUI. PRINCIPALELE PROBLEME PROPUSE SPRE REZOLVARE. Obiectul proiectului de diplomă îl constituie...

Introducere “Sudarea este un procedeu tehnologic de îmbinare nedemontabilă a două sau mai multe piese, realizată printr-un procedeu oarecare de...

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

CAPITOLUL 1 ANALIZA CONSTRUCTIVĂ, FUNDAMENTALĂ ŞI TEHNOLOGICĂ A CONSTRUCŢIEI SUDATE 1.1 Condiţii de exploatare a construcţiei sudate - Condiţii...

Capitolul I Stadiul actual al tehnologiilor de sudare 1.1. Introducere. Scurt istoric. Un proces vechi de când lumea. Textul biblic pomeneşte...

CAPITOLUL 1. PREZENTAREA PRODUSULUI Încărcarea prin sudare electrică este unul dintre procedeele frecvent utilizate datorită avantajelor...

Cap.1. Tema proiectului Sa se poiecteze tehnologia de sudare prin topire , pentru piesa din figura 1. Fig.1. Ansamblu sudat Cap.2. Studiul...