Cuprins
- Introducere - pag. 4
- Cap.1. Alegerea masinilor unelte cu ajutorul cărora va avea loc prelucrarea pieselor de revoluţie tip bucşă piston
- 1.1 Descrierea strungului SP2 - pag.6
- 1.2 Maşina de rectificat rotund fără vârfuri - pag.16
- 1.3 Instalaţia de metalizare prin pulverizare - pag.17
- Cap.2. Memoriu justificativ
- 2.1 Stabilirea itinerariului tehnologic- pag.18
- 2.2 Calculul adaosului de prelucrare- pag.18
- 2.3 Calcului regimului de aşchiere- pag.25
- 2.4 Normarea tehnică- pag.26
- 2.5 Programul de comandă numerică pt. prelucrarea piesei tip bucşă piston- pag.62
- Cap.3. Descrierea şi funcţionarea celulei felxibile
- 3.1 Descrierea celulei flexibile - pag.65
- 3.2 Funcţionarea celulei flexibile- pag.68
- Cap.4 Calculul economic- pag.71
- Cap.5 Aspecte generale legate de NTSM- pag.78
- Bibliografie- pag.82
Extras din licență
INTRODUCERE
Competitivitatea în construcţia de maşini, ca şi în alte sectoare economice de altfel, este puternic influenţată de capacitatea unui producător de a se adapta la schimbările tehnologice şi de viteza de realizare a unui produs nou. Practica demonstrează tot mai mult că operatorul uman va trece în spatele terminalelor, intervenind inteligent în adaptarea roboţilor şi sistemelor flexibile la gradul de organizare al producţiei, la caracterul de unicat al produsului şi la planul de fabricaţie.
Scurtarea duratei de viaţă a produselor şi tehnologiilor datorată puternicului impact al revoluţiei tehnico-ştiinţifice, costul ridicat al mâinii de lucru cu calificare superioară, exigentele sporite în domeniul calităţii şi preciziei de prelucrare, dificultatea de a acoperi cu operatori umani cel de-al treilea schimb al zilei de lucru, faptul că 70-80% din volumul producţiei are caracter de serie mică şi mijlocie.
Automatizarea flexibilă a proceselor de prelucrare reprezintă în prezent “coloana vertebrală” a procesului evolutiv de integrare pe baza tehnicii computerizate a producţiei.Ea se relizează prin asocierea unor dispozitive şi utilaje complexe cu sisteme de informatizare sofisticate, integrând într-o viziune ierarhică unitară funcţiile de control, manipulare, transport şi depozitare.
Sistemul flexibil de prelucrare conferă automatizării flexibile statutul de artă prin performanţele de excepţie pe care şi le asumă în domeniul de largă diversitate al producţiei de serie mică şi mijlocie, dezvoltarea lor ulterioară urmând să fie condiţionată de aportul noilor tehnologii şi realizări tehnico-ştiinţifice, care explodează în lumea industrială contemporană.
Structurile unităţilor flexibile de fabricaţie sunt direct legate de stabilirea ierarhizării pe nivele a acestor unităţi. În continuare sunt prezentate structurile corespunzătoare unui număr de 4 nivele.
La nivelul 1 se găseşte cea mai mică unitate cu funcţii de fabricaţie autonome, aceasta fiind o maşină-unealtă, flexibilă, multifuncţională, de exemplu un centru automat, respectiv o maşină-unealtă care concentrează un număr de operaţii de prelucrare diferite, caracterizate de:
a) dotarea cu comandă numerică
b) posibilităţi de prelucrări multiple (frezare, găurire, strunjire etc.)
c) prezenţa unui dispozitiv de înmagazinare a unui număr de scule, dispozitiv numit magazin de scule care nu se găseşte sub influenţa forţelor de aşchiere şi în care depozitarea temporară a sculelor este efectuată codificat
d) schimbarea automată şi transferul automat al sculelor.
La nivelul 2 intervine celula flexibilă (“sistem de ordinul 2”), în care sunt concentrate mai multe maşini-unelte cu comandă numerică, de regulă 2-4 maşini deservite de un robot industrial RI, fiind prevăzut cu CN, care asigură conducerea celulei flexibile CF; CF poate asigura prelucrarea integrală automată a unor produse şi/sau piese diferite componente a unei clase stabilite, având un grad de autonomie relativ ridicat, după cum va rezulta şi din prezentarea nivelelor de conducere.
O celulă flexibilă simplă poate fi compusă de exemplu din trei maşini-unelte deservite de un robot industrial şi prevăzute cu mecanisme de schimbare automată a paletelor aduse de dispozitivul de transport (pe palete sunt fixate semifabricate şi apoi piesele prelucrate) şi cu panouri de automatizare. Mai avem dispozitivele de intrare şi ieşire ale celulei care asigură primirea semifabricatelor şi a unor scule noi, precum şi trimiterea spre exterior a produselor si/sau a pieselor prelucrate (pentru reutilizare) şi eventual a unor scule uzate (pentru recondiţionare); aceste dispozitive sunt conectate cu dispozitive de transfer, care aduc şi evacuează obiectele menţionate.
La nivelul 3 se găsesc sistemele flexibile de fabricaţie SFF, compuse de regulă din mai multe celule flexibile CF, legate prin dispozitive de transport; în cadrul SFF de la acest nivel (“sistem de ordinul 3”) se pot deosebi mai multe tipuri de subnivele (sau subsisteme). Astfel pentru subsistemul de transport pot fi prevăzute transportoare cu deplasarea semifabricatului într-o singură direcţie în cadrul sistemului, iar în alte cazuri transportoarele sunt comandate de calculator şi ca urmare semifabricatele şi piesele sunt paletizate(fixate pe palete purtătoare, în special în cazul semifabricatelor din care vor rezulta produse sau piese prismatice), paletele introduse de regulă în navete sau cărucioare, antrenate de transportor, pot fi deplasate la orice staţie (platformă, post) de prelucrare a sistemului şi în orice ordine, ceea ce deschide largi posibilităţi de optimizare a funcţionării a întregului ansamblu.
Preluarea semifabricatelor şi a pieselor de pe dispozitivul de transport, alimentarea maşinilor-unelte şi readucerea pieselor după prelucrare pe dispozitivele respective sunt de regulă realizate de manipulatoare şi roboţi industriali RI şi de mecanisme de paletizare (aşezare şi fixare pe palete) şi de depaletizare (desprindere de pe palete).
În cadrul sistemului de la nivelul 3 este prevăzută posibilitatea unor activităţi suplimentare în raport cu cele executate la nivelele 1 şi 2: manevrare, transport, alimentare, prelucrare, evacuare piese prelucrate, schimbarea sculelor, măsurarea şi supravegherea sculelor, măsurarea pieselor, supravegherea bunei funcţionări a instalaţiei etc.
La nivelul 4 intervin uzinele automatizate (“sistem de ordinul 4”) , care include şi activităţi de planificare şi proiectare asistată de calculator PLA, PA.
Cap.1 Alegerea maşinilor-unelte cu ajutorul cărora
va avea loc prelucrarea pieselor de revoluţie tip bucşă-piston
În cadrul acestui proiect ne propunem realizarea unei celule flexibile în cadrul căreia va avea loc prelucrarea pieselor de revoluţie tip bucşă-piston.Deoarece prelucrarea acestor piese are loc în prezent pe strunguri normale, am propus realizarea acestor piese tip bucşă-piston în cadrul unei celule flexibile, pentru optimizarea atât a timpilor de execuţie,ceea ce va duce la creşterea producţiei, a optimizării preţului de cost, cât şi a mâinii de lucru.
Celula flexibilă este un ansamblu de maşini-unelte dotate cu echipament de comandă numerică, deservite de un robot industrial, care asigură conducerea celulei flexibile.
Pentru construcţia acestei celule flexibile vom alege următoarele maşini-unelte şi elemente auxiliare:
a)DESCRIEREA STRUNGULUI CU COMANDĂ NUMERICĂ SP 250 CNC
DOMENIUL DE UTILIZARE
Strungul cu comandă numerică SP 250 CNC este destinat prelucrărilor în regim de comandă numerică, în producţia de serie mică şi mijlocie a pieselor de revoluţie.
Preview document



































































































Conținut arhivă zip
- Doc1.doc
- DOC11.DOC
- POLI.DOC
Alții au mai descărcat și

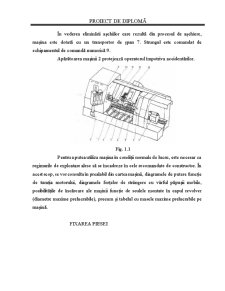
Opis Această lucrare cuprinde: - 16 figuri şi 31 tabele intercalate cu partea scrisă; - număr de pagini: 80; - 8 Fişe Tehnologice anexate; - 1...


Caiet de practică Executarea lucrărilor de tencuială , zugrăveală şi vopsitorii Tencuiala este stratul de finisaj aplicat pe suprafaţa brută a...

Număr de ordine: 37 1. Date iniţiale : - grosime placă : hpl= 16 cm - înălţime nivel : Hnivel = 2.80 m - dimensiuni în plan a plăcii : 3.95 x...


1.3 Coordonarea modulară şi toleranţele Coordonarea dimensională în construcţii reprezintă metoda de stabilire a dimensiunilor şi poziţiilor...

1. OBIECTUL TEMEI Obiectul temei reprezintă modelarea fizică a fenomenului de convecţie forţată în interiorul conductelor circulare. Se va modela...