Cuprins
- 1. Analiza datelor de bază, refacerea desenului de execuţie şi stabilirea caracterului producţiei
- 2. Analiza caracteristicilor materialului piesei şi alegerea semifabricatului
- 3. Stabilirea ultimei operaţii de prelucrare mecanică pentru fiecare suprafaţă şi a succesiunii operaţiilor tehnologice
- 4. Proiectarea succesiunii aşezărilor şi fazelor pentru toate operaţiile de prelucrare mecanică (˝film˝ tehnologic)
- 5. Determinarea adaosului total şi a adaousurilor de prelucrare intermediare
- 6. Alegerea sculelor aşchietoare
- 7. Determinarea parametrilor operaţiilor tehnologice de prelucrare mecanică
- 8. Determinarea normelor tehnice de timp a operaţiilor tehnologice
- 9. Calculul principalilor indicatori tehnico-economici ai fabricaţiei
- 10. Norme cu privire la securitatea muncii, sănătatea muncitorilor şi protecţia mediului
- 11. Concluzii
- 12. Bibliografie
Extras din proiect
INTRODUCERE
Rolul acestui proiect este acela de a elabora concret tehnologia de fabricare a unei furci OLC45.
Pentru realizarea proiectului se parcurg toţi paşii necesari, paşi structuraţi pe capitole.
Ca date de bază sunt:
- desenul de execuţie;
- mărimea lotului de fabricaţie.
Se va porni cu caracterizarea materialului şi alegerea semifabricatului. Va urma stabilirea succesiunii operaţiilor tehnologice, a aşezărilor şi fazelor de prelucrare mecanică. În capitolul 5 se vor determina adaosurile de prelucrare şi dimensiunile interoperaţionale.
Semifabricatul ales va suferi diverse operaţii de prelucrare prin aşchiere precum: strunjirea, frezarea. În acest scop se vor alege utilajele folosite şi SVD – urile necesare.
Pentru fiecare fază de prelucrare se vor determina parametrii regimului de aşchiere şi timpul normat de muncă. Cu ajutorul acestor norme de timp se vor remunera muncitorii şi se vor stabili cheltuielile de producţie rezultate în timpul funcţionării utilajelor.
În final se va face un calcul economic de stabilire a variantei optime de proces tehnologic şi se vor stabili normele de tehnică a securităţii muncii şi protecţia mediului.
Capitolul 1. Analiza datelor de bază, refacerea desenului de execuţie şi stabilirea caracterului producţiei
Procesele tehnologice de prelucrare mecanică reprezintă cea mai complexă componentă a procesului de fabricare a pieselor şi generează de obicei costuri mari.
Obiectivul activitaţilor de proiectare a acestor procese îl constituie elaborarea unei documentaţii tehnologice prin aplicarea căreia să se obţină piese cu calităţi cerute de documentaţia de execuţie, în cantităţile prevăzute în planul de producţie, cu costuri minime.
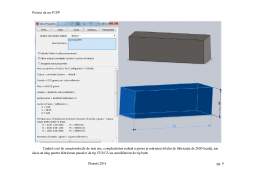
Prin tema proiectului la disciplina Fabricarea Utilajului Petrolier si Petrochimic se cere proiectarea elaborării tehnologiei de fabricaţie a piesei „Furcă”, conform desenului de execuţie FU.26.14 ID. Piesa urmează să se fabrice într-o unitate ce dispune de dotările uzuale necesare prelucrărilor mecanice, iar lotul de fabricație este de 2000 bucăți.
Analiza critică a desenului de execuţie trebuie să evidenţieze în principal tehnologicitatea piesei, astfel se identifică urmatoarele observaţii:
• Piesa este de tip furcă este prevazută a fi executată din oţel OLC45;
• Desenul de execuție este reprezentat la scară;
• Cotele funcționale au precizia indicată prin poziția câmpului de toleranță;
• Rugozitatea generală (pentru suprafeţele în care nu s-a precizat în mod expres) este Ra=25;
• Nu sunt indicate condiții tehnice suplimentare;
• O neconformitate o reprezintă indicatorul, care ulterior va fi modificat pentru a corespunde cerințelor actuale.
Procesul de producţie este influenţat de cantitatea produselor fabricate, complexitatea constructive şi tehnologică a acestora, stabilitatea în timp a fabricaţiei, caracterul ulutilajelor, sculelor şi dispozitivelor, modul de amplasare al utilajelor, productivitatea fabricaţiei, calificarea muncitorilor şi nivelul de elaborare a documentaţiei tehnologice.
Preview document



























Conținut arhivă zip
- Fabricarea Utilajului Petrolier si Petrochimic.doc
Alții au mai descărcat și

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

1. INTRODUCERE Din perspectivă istorică, derularea afacerilor internaţioale prezintă caracteristici de continuitate, dar şi de specificitate...

Dezvoltarea impetuoasa a industriei chimice si petrochimice, diversificarea si cresterea parametrilor functionali în procesele de fabricatie,...

CAPITOLUL 1 ANALIZA CONSTRUCTIV-FUNCTIONALA A PRINCIPALELOR TIPURI DE REZERVOARE ATMOSFERICE UTILIZATE LA DEPOZITAREA PRODUSELOR PETROLIERE 1.1....

CAPITOLUL I CONSIDERAŢII TEORETICE ŞI METODOLOGICE PRIVIND CORELAŢIA DINTRE PRODUCTIVITATEA MUNCII ŞI SALARIUL MEDIU 1.1 Conţinutul şi importanţa...

INTRODUCERE Obiectivul activităţii de proiectare a procesului tehnologic de prelucrare mecanică al reperului FLANSA ,desen AL05.11 , îl constituie...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

Judetul Prahova 1. Scurt Istoric Teritoriul Judetului Prahova a fost locuit din vremuri imemoriabile, acest lucru fiind atestat si de...

CAPITOLUL 1 PREZENTAREA GENERALA A INTREPRINDERII 1.1. SCURT ISTORIC Cu o existenta sub diverse denumiri si forme organizatorice, S.C. CONPET...