Cuprins
- ARGUMENT 3
- (Scurtă prezentare)
- Capitolul 1. SISTEMUL DE TÂMPLĂRIE
- 1.1 Debitarea si armarea tocurilor 4
- 1.2 Lipirea tocurilor 8
- 1.3 Debavurarea 9
- 1.4.Executarea montantilor 9
- 1.5 Fixarea montantilor 10
- Capitolul 2. DEBITAREA SI ARMAREA CERCEVELELOR 11
- 2.1 Lipirea si debavurarea cercevelelor 13
- 2.2 Montarea graniturilor 13
- Capitolul 3. FREZAREA ORIFICIILOR DE SCURGERE 14
- 3.1. Debitarea baghetelor 15
- Capitolul 4. NORME DE PROTECTIA MUNCII 15
- 4.1 Instalarea masinii 16
- 4.2 Folosirea in siguranta a masinii 18
- Capitolul 5. OPERARE 19
- Capitolul 6. ÎNTRETINERE ŞI CURĂTARE 21
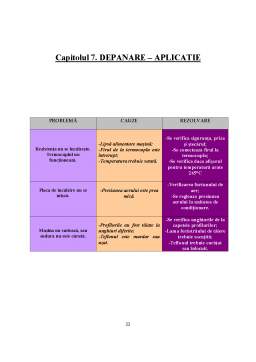
- Capitolul 7. DEPANARE – APLICATIE 22
- Capitolul 8. MAŞINĂ PENTRU DEBITAT PROFILURI SI BAGHETE 23
- Capitolul 9. MAŞINĂ DE DEBITAT CU DISC ABRAZIV
- 9.1 Norme generale 25
- 9.2 Norme specifice 26
- BIBLIOGRAFIE 28
Extras din proiect
ARGUMENT
In acest proiect scot in evidenta operatiile tehnologice specific tamplariei din PVC. Prin aceasta lucrare am incercat sa prezint aspectele principale ale tehnologiilor de executie pentru fiecare operatie tehnologica necesara realizarii unui ansamblu de tamplarie. Unitatile de competenta care se regasesc in lucrare sunt:
- Utilizarea calculatorului si prelucrarea informatiei
- Utilizarea si interpretarea documentatiei tehnologice.
- Exploatarea bazelor de date
- Prezentarea informatiilor ce includ text, numere si imagini
- Accesarea internetului
- Identificarea sarcinilor
- Interpretarea informatiilor inscrise in desenele de ansamblu
- Interpretarea desenelor speciale
Capitolul 1.Sistemul de tâmplarie
Confectionarea usilor si ferestrelor PVC se face in urmatoarele etape:
1. Debitarea si armarea tocurilor.
2. Lipirea tocurilor.
3. Debavurarea.
4. Executarea montantilor.
5. Debitarea si armarea cercevelelor.
6. Lipirea si debavurarea cercevelelor.
7. Montarea garniturilor.
8. Frezarea orificiilor de scurgere.
9. Debitarea baghetelor.
10.Montarea feroneriei.
11.Controlul calitatii.
*Ordinea acestor operatii poate fi modificata in functie de gradul de echipare al atelierului.
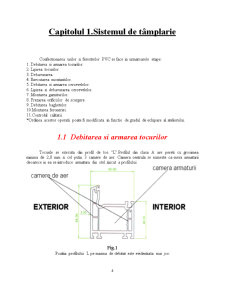
1.1 Debitarea si armarea tocurilor
Tocurile se executa din profil de toc “L”.Profilul din clasa A are pereti cu grosimea minima de 2,8 mm si cel putin 3 camere de aer. Camera centrala se numeste ca-mera armaturii deoarece in ea se introduce armatura din otel zincat a profilului
Fig.1
Pozitia profilului L pe masina de debitat este evidentiata mai jos:
`````
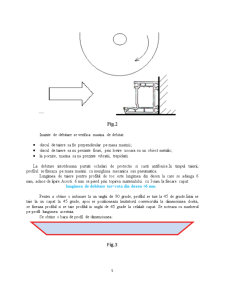
Fig.2
Inainte de debitare se verifica masina de debitat:
- discul de taiere sa fie perpendicular pe masa masinii;
- discul de taiere sa nu prezinte fisuri, prin lovire usoara cu un obiect metalic;
- la pornire, masina sa nu prezinte vibratii, trepidatii.
La debitare intotdeauna purtati ochelari de protectie si casti antifonice.In timpul taierii, profilul se fixeaza pe masa masinii cu menghina mecanica sau pneumatica.
Lungimea de taiere pentru profilul de toc este lungimea din desen la care se adauga 6 mm, adaos de lipire.Acesti 6 mm se pierd prin topirea materialului cu 3 mm la fiecare capat.
lungimea de debitare toc=cota din desen +6 mm
Pentru a obtine o imbinare la un unghi de 90 grade, profilul se taie la 45 de grade.Intai se taie la un capat la 45 grade, apoi se pozitioneaza limitatorul conveiorului la dimensiunea dorita, se fixeaza profilul si se taie profilul in unghi de 45 grade la celalalt capat. Se noteaza cu markerul pe profil lungimea acestuia.
Preview document

























Conținut arhivă zip
- Caracteristicile Masinilor de Prelucrat Profile Utilizate in Constructia Tamplariei din Aluminiu si Mase Plastice.doc
Alții au mai descărcat și


Caiet de practică Executarea lucrărilor de tencuială , zugrăveală şi vopsitorii Tencuiala este stratul de finisaj aplicat pe suprafaţa brută a...

Număr de ordine: 37 1. Date iniţiale : - grosime placă : hpl= 16 cm - înălţime nivel : Hnivel = 2.80 m - dimensiuni în plan a plăcii : 3.95 x...

1.3 Coordonarea modulară şi toleranţele Coordonarea dimensională în construcţii reprezintă metoda de stabilire a dimensiunilor şi poziţiilor...

1. OBIECTUL TEMEI Obiectul temei reprezintă modelarea fizică a fenomenului de convecţie forţată în interiorul conductelor circulare. Se va modela...