Extras din proiect
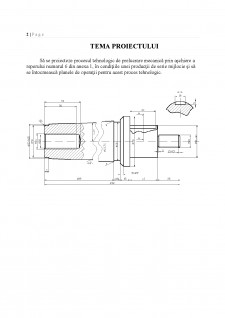
Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere a reperului numarul 6 din anexa 1, în condiţiile unei producţii de serie mijlocie şi să se întocmească planele de operaţii pentru acest proces tehnologic.
Capitolul I
1 Analiza datelor initiale. Reperul numarul 6 , din anexa 1 fiind un “dorn”,, avand rol functional de prindere a burghielor
1.1 Analiza desenului de executie.
In urma analizei desenului de executie, s-au constatat urmatoarele :
- desenul a fost executat pe fromat A3 (297X420) ,scara 1:1;
- cotele existente sunt cele necesare , toate lanturile de dimensiuni inchizanduse ;
- tolerantele pentru cotele libere vor fi conform ISO 2768 mK ;
- suprafetele ce alcatuiesc piesa sunt tehnologice , ele putandu-se executa pe masini-unelte universale.
1.2Analiza tehnologicitatii piesei
Prin tehnologicitatea constructiei unei piese se intelege acea solutie constructiv - functionala care sa asigure conditii tehnice impuse de beneficiar si sa se realizeze cu consum minim de scule aschietoare si energie
Factorii care influenteaza tehnologicitatea piesei constructiei sunt :
-prelucrabilitatea prin aschiere ;
-forma constructiva a piesei ;
-stabilirea bazelor tehnologice si de cotare ale piesei ;
-gradul de precizie si cel de rugozitate impus suprafetelor ;
-gradul de normalizare si de unificare a piesei
Din analiza desenului de executie al piesei rezulta ca forma constructiva asigura prelucarea in conditii favorabile.Forma este optima si asigura o prelucrare cu volum minim de munca si respectare conditiilor de precizie dimensionala si starea suprafetei.
Forma costructiva a piesei asigura rigiditate corespunzatoare , suprafetele piesei ce urmeaza a fi prelucrate prin aschiere sunt usor accesibile si pot fi prelucrate cu scule obisnuite.
Piesa este tehnologică din punt de vedere functional, al prelucrabilitații prin așchiere, al materialului utilizat: C45 care are urmatoarele caracteristici:
Rezistența la rupere la tracțiune Rm=700-840daN/mm2
Alungirea la rupere (%)=14
Limita de curgere = 410daN/mm2
Duritate =190-260 HB
Tratament termic calire - revenire la 35-40 HRC;
Rezilienta (30/2) =39 daJ/ cm2
Forma constructivă a piesei asigură numeroase posibilităţi de strângere şi fixare în dispozitiv.
1.3. Alegerea semifabricatului
Având în vedere dimensiunile de gabarit, formă şi precizie impusă prin desenul de execuţie de către proiectant se alege un semifabricat tip bară cu secţiune circulară.
Avand in vedere materialul ales putem alege un semifabricat: laminat, forjat liber sau matritat.
Forma si dimensiunile semifabricatului trebuie sa fie cat mai apropiate de forma si dimensiunile finite.
Avand in vedere ca piesa din tema are forma de arbore alegem semifabricat laminat cu sectiune rotundă SR EN 10060:2004.
Piesa se executa din otel laminat C45
Procedee de prelucrare si condițiile procesului:
-strunjire interioara sau exterioara
-viteze de așchiere foarte mari, avansuri mici
-utilizarea condiționată de o structura buna a materialului, fără incluziuni de zgura si retușuri fără întreruperi
-in sisteme tehnologice fără vibrații se poate obține o precizie dimensionala foarte înaltă si o netezime a suprafeței foarte fine
Semifabricat: bară laminată la rece diametru 80 mm
1.4 Notarea suprafetelor de pe piesa
S1-Suprafata cilindrica interioara filetata
S2- Tesitura interioara
S3- Suprafata frontala
S4- Degajare circulara
S5- Suprafata frontala
S6-Suprafata conica exterioara
S7- Suprafata frontala
S8- Tesitura exterioara
S9-Suprafata cilindrica exterioara
S10-Suprafata frontala
S11- Suprafata cilindrica exterioara
S12-Suprafata frontala
S13-Suprafata frontala
S14-Suprafata cilindrica exterioara filetata
S15- Tesitura exterioara
S16-Suprafata frontal
S17- Suprafata cilindrica exterioara
S18-Suprafata plana
S19-Suprafata plana
S20-Suprafata frontal
S21- Suprafata cilindrica exterioara
S22- Suprafata cilindrica exterioara CAPITOLUL II Succesiunea operațiilor si fazelor de prelucrare
Bibliografie
1. Conf. Dr. Ing. Octavian Preuteanu , Sef Lucr. Ing. Laurentiu Slatineanu , Sef Lucr. Ing. Vasile Braha , Sef Lucr. Traia Gramescu - “Tehnologia constructiei de masini. Indrumar de proiectare” , Institutul Politehnic Iasi , 1980. (PRU,1980)
2. C. Picoș , O. Pruteanu , C. Bohosievici , Gh. Coman , V. Braha , Dr. Paraschiv , L. Slatineanu , Tr. Gramescu - “Proiectarea tehnologiilor de prelucrare mecanica prin aschiere Volumul I”, Institutul Politehnic „S. Lazo” Chisinau, 1992. (Pi.1.)
3. C. Picoș , O. Pruteanu , C. Bohosievici , Gh. Coman , V. Braha , Dr. Paraschiv , L. Slatineanu , Tr. Gramescu - “Proiectarea tehnologiilor de prelucrare mecanica prin aschiere Volumul II”, Institutul Politehnic „S. Lazo” Chisinau, 1992. (Pi.2.)
Preview document

























































Conținut arhivă zip
- Tehnologia constructiilor de masini .docx
Alții au mai descărcat și


Caiet de practică Executarea lucrărilor de tencuială , zugrăveală şi vopsitorii Tencuiala este stratul de finisaj aplicat pe suprafaţa brută a...

Număr de ordine: 37 1. Date iniţiale : - grosime placă : hpl= 16 cm - înălţime nivel : Hnivel = 2.80 m - dimensiuni în plan a plăcii : 3.95 x...

1.3 Coordonarea modulară şi toleranţele Coordonarea dimensională în construcţii reprezintă metoda de stabilire a dimensiunilor şi poziţiilor...

1. OBIECTUL TEMEI Obiectul temei reprezintă modelarea fizică a fenomenului de convecţie forţată în interiorul conductelor circulare. Se va modela...
Te-ar putea interesa și

CAP.I STUDIU ASUPRA UTILAJELOR 1. TEHNOLOGII SI UTILAJE PENTRU PREGATIREA INCARCATURII METALICE A CUPTOARELOR DE ELABORARE SECUNDARE Atat...

1. Stabilirea tipului de semifabricat OLC15- laminat la cald Compoziţia chimică a oţelului este:C-0,12-0,18%,Mn-0,35-0,65%,S- max 0,045,P-max....

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

1.Desenul de definire al piesei Sa se proiecteze procesul de conceptie al semifabricatului din figura 1. Figura 1 Analiza acestui desen se poate...

Stabilirea itinerariului tehnologic La stabilirea succesiunii de desfășurare a operațiilor care compun procesul tehnologic se ține seama se...

1. Introducere In memoriul dat se analizeaza pentru instalatii de racire a laptelui, studiate individual pe termenul unui trimestru de studii. Se...

1.Notiuni fundamentale despre un batiu. Batiul reprezinta elementul de structura , care in ansamblul masini-unelte indeplineste cele mai complexe...

-Productia De Masini Una dintre cele mai importante industrii ale lumii, productia de masini, asigura milioane de locuri de munca, genereaza...