Cuprins
- Capitolul 1.Prezentarea procesului din industria alimentara 1
- 1.1.Tehnologia generala de fabricare a smantanii pentru alimentatie 1
- 1.2.Tehnologia fabricarii diferitelor sortimente de smantana 6
- Capitolul 2.Conditii de calitate 14
- 2.1.Sortimente de smantana pentru alimentatie.Conditii de calitate 14
- 2.2.Aprecierea calitatii smantanii pentru alimentatie.Defectele smantanii si metode de prevenire 15
- Capitolul 3.Solutia constructiva a utilajelor din industria laptelui 17
- 3.1.Centrifugarea 17
- 3.1.1.Factori care influenteaza centrifugarea 17
- 3.1.1.1.Marimea fortei centrifuge 18
- 3.1.1.2.Natura materialului de separat 19
- 3.1.1.3.Natura materialului din care este construit utilajul 20
- 3.1.2.Elemente de luat in considerare la construirea centrifugelor 20
- 3.1.3.Dimensionarea centrifugelor 21
- 3.1.4.Tipuri si utilaje pentru centrifugare 22
- 3.2.Deservirea separatorului centrifugal 27
- Capitolul 4.Tendinte moderne pentru utilajele din industria laptelui 29
- 4.1.Separatoare centrifugale 29
- 4.2.Instalatii de ambalare 32
- 4.3.Instalatii de pasteurizare 34
Extras din proiect
Capitolul 1
Prezentarea procesului din industria alimentara
1.1.Tehnologia generala de fabricare a smantanii pentru alimentatie.
Fluxul tehnologic de fabricare a smantanii pentru alimentatie se desfasoara in ordinea urmatoare (fig.1.1.).
Fig.1.1.Fluxul tehnologic de fabricare a smantanii pentru alimentatie.
Receptia cantitativa si calitativa a materiei prime.In calitate de materie prima pentru fabricarea smantanii pentru alimentatie se foloseste lapte proaspat integral,colectat in unitatile de productie cu aciditatea plasmei de maximum 24T,lapte degresat cu aciditatea maxima de 19T,lapte degresat si smantana dulce-praf de calitate superioara si diferite substante stabilizatoare etc.Materia prima este receptionata cantitativ (gravimetric),iar calitatea ei este apreciata in laboratoarele unitatilor de industrializare conform standardelor pentru fiecare substanta in parte.
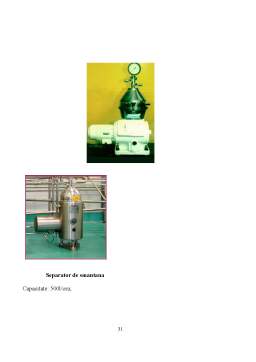
Smantanirea laptelui se efectueaza cu ajutorul separatoarelor centrifugale reglate pentru obtinerea smantanii dulci cu un continut de grasime cu 1-2% superior continutului de grasime din produsul finit.De regula,pentru fabricarea smantanii grase (30% si mai mult) se obtine smantana dulce cu 35-38% grasime.Pentru sortimentele de smantana cu continut redus de grasime (10-15%) separatorul se regleaza pentru obtinerea concentratiei de grasime corespunzatoare sortimentului.
Normalizarea materiei prime pentru fabricarea smantanii dulci pana la continutul de grasime prevazut de standard se realizeaza,de regula,prin adaos in smantana cu continut sporit de grasime a laptelui degresat proaspat.Cantitatea de lapte degresat necesara de adaugat se calculeaza conform uneia din metodele descrise anterior in functie de continutul de grasime in smantana care se normalizeaza si in conformitate cu cerintele standardului la acest indice pentru sortimentul de smantana fabricat.Densitatea smantanii dulci dupa normalizare trebuie sa fie pentru sortimentul cu 8-10% grasime-de 1,024 g/cm ,20% grasime-de 1,018 g/cm ,35 % grasime-de 0,998 g/cm .
Unul din indicii de calitate ai smantanii fermentate este vascozitatea,care este conditionata de continutul de substanta uscata in produsul finit,in special,de grasime si substanta uscata degresata.
Pentru obtinerea vascozitatii normale in cazul fabricarii sortimentelor de smantana cu continut redus de grasime,materia prima se normalizeaza si dupa continutul de substanta degresata-aceasta se realizeaza prin adaos de concentrate proteice de origine lactate (lapte –praf degresat,cazeinati) sau vegetala (proteina din soia,orz).Substantele complementare (proteine,uleiuri vegetale,substante stabilizatoare ) se dizolva anterior in lapte degresat sau smantana dulce conform instructiunilor tehnologice,apoi se adauga in masa totala de produs,amestecandu-se permanent.
Pasteurizarea amestecului normalizat la fabricarea smantanii pentru alimentatie,se efectueaza la temperaturi inalte-84-88 C timp de 15s -10 min sau 92-96C timp de 15-20 s.Aceasta se face in scopul distrugerii microflorei,inactivarii enzimelor care pot provoca aparitia unor defecte,cat si pentru cresterea vascozitatii si aromei specifice de pasteurizare in produsul finit.Alegerea regimului de pasteurizare depinde de calitatea materiei prime;in cazul prelucrarii materiei prime cu o incarcatura bacteriana sporita si unele defecte de ordin organoeliptic,se recurge la o temperatura mai inalta de pasteurizare, iar in cazul prelucrarii materiei prime cu aciditate ridicata-la o temperature mai scazuta si o durata de mentinere la aceasta temperatura mai scazuta si o durata de mentinere la aceasta temperatura mai mare pentru a atinge eficacitatea pasteurizarii (distrugere a 99,9% din microflora vegetativa).
Preview document



































Conținut arhivă zip
- Obtinerea Smantanii
- Bibliografie.doc
- bun.doc
- Cuprins.doc
- primafoaie.doc
Alții au mai descărcat și

I.1 Importanţa nutritivă a smântânii de consum Laptele şi produsele lactate, datorită compoziţiei lor chimice şi gradului ridicat de asimilare,...

1. DESCRIEREA ORGANIZATIEI Compania S.C.LACTIS S.A. cu sediul in Odorheiu Secuiesc , jud. Harghita este o societate de prelucrare a produselor...

CAPITOLUL I ARGUMENT Laptele are o importanta deosebita deoarece asigura o valoare nutritiva buna alimentelor. Valoare alimentara sau nutritiva a...

Berea este o bautura alcoolica nedistilata, obisnuita prin fermentarea cu drojdie a unui must realizat din malt, apa si fiert cu hamei. Unii...

Capitolul 1 Introducere Smântâna este o emulsie de grăsimi în plasmă. Compoziția acesteia este asemănătoare cu a laptelui, având însă un...

Cap. 1 SMÂNTÂNĂ GENERALITĂŢI Smântâna pentru consum se fabrică numai din smântână proaspătă, obţinută în fabrici prin smântânirea laptelui....

Fabricarea smântânii dulci Smântâna este un produs rezultat prin separarea şi extragerea grăsimii din lapte. Din punct de vedere chimic ea conţine...

Cap I Compozitia Chimica A Laptelui Laptele reprezinta lichidul biologic secretat de glanda mamara a mamiferelor femele imediat dupa aparitia...
Te-ar putea interesa și

MEMORIU JUSTIFICATIV Proiectul prezintă tehnologia obținerii smântânii dulci din lapte de vacă. Smântâna este produsul rezultat prin separarea și...

Capitolul 1. Analiza comparativă a raselor de proveniență a laptelui de vacă. Creșterea taurinelor reprezintă o parte constitutivă și...

Capitolul І 1.1.Proprietăţi ale materiei prime Materie primă utilizată pentru fabricarea untului este smântâna proaspătă. Smântâna reprezintă un...
I.1 Importanţa nutritivă a smântânii de consum Laptele şi produsele lactate, datorită compoziţiei lor chimice şi gradului ridicat de asimilare,...

I.Introducere Laptele Laptele -; aliment de baza - este tratat in acest capitol pornindu-se de la receptia lui calitativa si cantitativa si...

Introducere: Scopul acestei lucrări este de a evalua calităţile produsului alimentar untul, un produs care face parte din categoria produselor...
CAPITOLUL I ARGUMENT Laptele are o importanta deosebita deoarece asigura o valoare nutritiva buna alimentelor. Valoare alimentara sau nutritiva a...

INTRODUCERE Industria laptelui ocupă un loc deosebit în industria alimentară a sectorului agroindustrial. Laptele, că materie prima, este un...