Extras din proiect
1.Stabilirea datelor necesare proiectarii dispozitivului
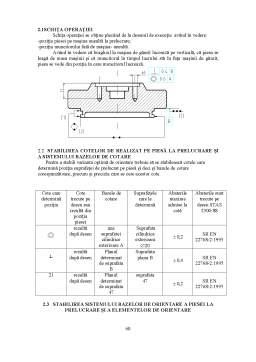
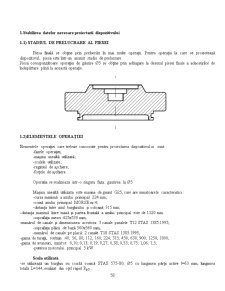
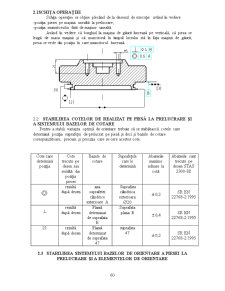
1.1) STADIUL DE PRELUCRARE AL PIESEI
Piesa finală se obţine prin prelucrări în mai multe operaţii. Pentru operaţia la care se proiectează dispozitivul, piesa este într-un anumit stadiu de prelucrare.
Piesa corespunzătoare operaţiei de găurire Ø5 se obţine prin adăugare la desenul piesei finale a adaosurilor de îndepărtare până la această operaţie.
1.2)ELEMENTELE OPERAŢIEI
Elementele operaţiei care trebuie cunoscute pentru proiectarea dispozitivului sunt:
-fazele operaţiei;
-maşina unealtă utilizată;
-sculele utilizate;
-regimul de aşchiere;
-forţele de aşchiere.
Operatia se realizeaza intr-o singura faza: gaurirea la Ø5.
Maşina unealtă utilizata este masina de gaurit G25, care are urmatoarele caracteristici:
-cursa maximă a axului principal 224 mm;
-conul axului principal MORSE nr.4;
-distanţa între axul burghiului şi coloană 315 mm;
-distanţa maximă între masă şi partea frontală a axului principal este de 1120 mm.
-suprafaţa mesei 425x530 mm;
-numărul de canale şi dimensiunea acestora: 3 canale paralele T12 STAS 1385:1995;
-suprafaţa plăcii de bază 560x560 mm;
-numărul de canale pe placă: 2 canale T18 STAS 1385:1995;
-gama de turaţii, rot/min :40; 56; 80; 112; 160; 224; 315; 450; 630; 900; 1250; 1800;
-gama de avansuri, mm/rot: 0,10; 0,13; 0,19; 0,27; 0,38; 0,53; 0,75; 1,06; 1,5;
-puterea motorului principal 3 kW.
Scula utilizată
-se utilizează un burghiu cu coadă conică STAS 575-80, Ø5 cu lungimea părţii active l=63 mm, lungimea totală L=144, realizat din oţel rapid Rp3 .
Parametrii geometrici principali ai partii aschietoare a burghiului elicoidal sunt: unghiul la varf 2€ = 120°; unghiul de asezare £ = 14°; unghiul de degajare Y = 20°.Durabilitatea recomandata este T = 20min.
Regimul de aşchiere
-adâncimea de aşchiere la găurire
t = 2.5mm
S = 0.13
Viteza de aşchiere
Vr = 25.52 mm/min
Turaţia sculei
n=1250[rot/min]
Forţele şi momentele de găurire
Forţa axială, momentul şi puterea de aşchiere
Relaţiile de calcul şi valorile corespunzătoare sunt:
Pt. forta axiala:
Fax=CF*DXF*SYF*KF[daN]
D-diametrul burghiului
s- avansul
CM, CF, XF, YF, XM, YM- coef. si exponentii fortei si momentul dati in tab. 6.34.
KF, KM – coef. de corectie pt. forta si moment.
xF=1 CM=29,6
yF=0,7
CF= 74 YM=0,8
xM=1,9
Fax=74*5*0,100,7*KF [daN]
KF=K1*K2*K3*K4;
K1= coeficient de corectie in functie de calitatea materialului de prelucrat[tab. 6.35]= 1;
K2= coeficient de corectie in functie de viteza de aschiere[tab. 6.36]= 1,18;
K3= coeficient de corectie in functie de unghiul la varf 2€, al burghiului, dat in tabelul 6.37.= 1;
K4= coeficient de corectie in functie de metoda de ascutire[tab. 6.38]= 0,80;
KF=1*1,18*1*0,80=0,94;
Fax= 95,97*0,94= 90,21 [daN];
Momentul de aşchiere
M= CM*DXM*SYM*KM [daNmm]
M=29,6*51,9*0,100,8*KM
KM= K1*K2=1*1,18= 1,18
M = 193,95; [daNmm]
Preview document










Conținut arhivă zip
- Dispozitivele de Fabricare.doc
Alții au mai descărcat și

1. CARACTERIZAREA TRANSMISIEI SURUB-PIULITA Transmisia surub-piulita, alcatuita dintr-un surub si o piulita aflate in miscare relativa in timpul...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

Realizarea formei si preciziei dimensionale a pieselor prelucrate prin aschiere este posibila numai daca se asigura pieselor la prelucrare o...

1.Desenul de definire al piesei Sa se proiecteze procesul de conceptie al semifabricatului din figura 1. Figura 1 Analiza acestui desen se poate...

Cap. I Prezentarea temei 1.2 Descrierea functionalitatii piesei si analiza tehnologica a acesteia Mecanismele de asezare si strangere cu parghii...

ORIENTAREA ŞI FIXAREA PIESELOR ÎN DISPOZITIVELE DE FABRICARE 1. Stabilirea datelor necesare proiectării dispozitivului 1.1. Proprietăţile...

1.MEMORIU TEHNIC Dispozitivul reprezinta un component auxiliar al unui sistem tehnic, constituind o unitate din puctul de vedere functional,...

1. Tema de proiectare Să se proiecteze un dispozitiv cu placă de ghidare ridicabilă pentru prelucrarea unei piese cu următoarele caracteristici:...
Te-ar putea interesa și

Cap 1 CINEMATICA PRESELOR ACTIONATE HIDRAULIC ( FUNCTIONARE ) Principiul de funcționare a preselor hidraulice se bazează pe legea propagării...

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

1.GENERALITATI 1.1 Declaratia de originalitate Prin prezenta declar ca lucrarea are caracter de originalitate, ea nefacand parte dintr o...

CAPITOLUL 1 NOŢIUNI GENERALE CU PRIVIRE LA FABRICAREA SEGMENŢILOR. SCHEMĂ CINEMATICĂ DISPOZITIV CU BANDĂ PENTRU ROTUNJIT MUCHIILE SEGMENŢILOR...

Capitolul 1 INTRODUCERE Nanotehnologia este acea ramură a ştiinţei care permite crearea de materiale, de dispozitive şi de sisteme la scară...

CAPITOLUL I : Prezentare generală Nume firmă : ELBA S.A. Sediul : Str. Gării, nr. 1, 300166, Timişoara Telefon : 0256 190 446 / 0256 190 041...

ARGUMENT Dispozitivul este un grup de organe, legate intre ele intr-un fel determinat, insa fara posibilitatea de a se misca unul fata de...

Tema proiectului de pregatire a proceselor de fabricatie Se va proiecta PREGATIREA PROCESULUI DE FABRICATIE PENTRU 3 REPERE comandate a fi...