Cuprins
- Introducere 2
- 1. Proiectarea Cuţitului disc profilat. 3
- 1.1 Datele iniţiale. 3
- 1.2 Destinaţia sculei şi indicarea modelului M.U. 3
- 1.3 Schema de instalare a cuţitului faţă de piesă şi mişcările sale. 4
- 1.4 Particularităţile construcţiei cuţitului disc profilat. 5 1.5 Alegerea materialul cuţitului. 5
- 1.6 Alegerea dimensiunilor de gabarit şi a parametrelor geometrici a cuţitului 5
- 1.7. Profilarea grafica a cutitului 7
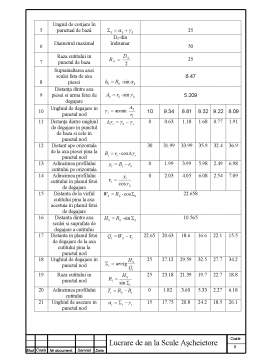
- 1.8 Calculul parametrelor constructivi a profilul cuţitului. 7
- 1.9 Stabilirea toleranţelor la dimensiunile de bază. 10
- 1.10 Descrierea ascuţirii cuţitului. 10
- 1.11. Stabilirea cerinţelor tehnice pentru executare cuţitului 11
- 1.12 Descrierea fixării cuţitului disc profilat. 12
- 2. Proiectarea Broşei. 13
- 2.1 Datele iniţiale. 13
- 2.2 Destinaţia broşei şi modelul maşinii unelte pe care va fi instalata. 13
- 2.3 Instalarea broşei. Schema instalării broşei şi componentele mişcărilor broşei şi a semifabricatului. 13
- 2.4 Particularităţile construcţiei broşei. 14
- 2.5 Motivarea alegerii materialului broşei. 16
- 2.6 Alegerea dimensiunilor de gabari şi a parametrelor geometrici ai broşei. 16
- 2.7 Calculul parametrelor constructi a profilului broşei. 16
- 2.8 Descrierea reascuţirii broşei 18
- 2.9 Elaborarea cerinţelor tehnice. 19
- Bibliografie 20
Extras din proiect
INTRODUCERE
În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere la M.U. de diferite tipuri şi cu diferite instrumente de aşchiat. În industria construcţiilor de maşini se foloseşte o gamă largă de instrumente de aşchiat. Aceasta au contribuit la obţinerea unei productivităţi mari la prelucrarea pieselor cu forme geometrice diferite. De aceea schimbarea formei pieselor, mărirea productivităţi , necesitată proiectarea şi folosirea în industrie a tipurilor noi de scule.
Alegerea sculei de aşchiat are loc după alcătuirea procesului tehnologic de prelucrare a piesei şi depinde de destinaţia şi condiţiile de muncă, de particularităţile constructive şi cerinţele ce sunt necesare. În trecut metodele de prelucrare erau puţin efective, cu productivitate şi precizie scăzută. Acestea se bazau pe folosirea pietrei ca material pentru sculă. În următoarele etape de dezvoltare se observă o trecere de la sculele din piatră la cele metalice. Un progres deosebit în dezvoltarea producerii sculelor aşchietoare s-a urmărit în timpul trecerii la prelucrarea pieselor pe M.U. În decursul întregii istorii de dezvoltare a prelucrării materialelor cu scule aşchietoare se acordă o mare importanţă asupra construcţiei M.U. şi întregii tehnologii C.M. Trecerea la industria cu M.U. a adus la dezvoltare rapidă a sculelor aşchietoare şi proiectarea de noi tipuri scule.
În prezent, dezvoltarea construcţiilor de maşini a adus la aceea, că sculele aşchietoare comandate la un producător de scule, vin la utilizator împreună cu toate recomandările, regimuri de aşchiere optime, pentru asigurarea aşchierii caliative şi prelungirea perioadei de viaţă a sculei, dispozitive de fixare, şi toate acestea pentru a asigura o productivitate cît mai înaltă şi o precizie destul de ridicată
Scopul lucrarii: De a sistematiza cunoştinţile studenţilor în domeniul de proiectare şi confecţionarea sculelor aşchietoare , este necesar să cunoaştem domeniul de exploatare a cuţitelor. Reieşind din acestea, se alege materialul sculelor ,prelucrarea termică ,parametri geometrici , şi cerinţile la precizia formelor.
1. Proiectarea Cuţitului disc profilat.
1.1. Datele iniţiale.
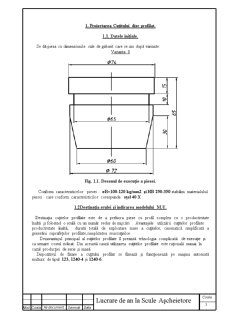
Se dă piesa cu dimensiunile sale de gabarit care se iau după variante:
Varianta 8
Fig. 1.1. Desenul de execuţie a piesei.
Conform caracteristicelor piesei : σB=100-120 kg/mm2 şi HB 290-350 stabilim materialulul piesei care conform caracteristicilor corespunde oţel 40 X
1.2Destinaţia sculei şi indicarea modelului M.U.
Destinaţia cuţitelor profilate este de a prelucra piese cu profil complex cu o productivitate înaltă şi folosind o sculă cu un număr redus de mişcări Avantajele utilizării cuţitelor profilate:
productivitate înaltă, durată totală de exploatare mare a cuţitelor, cinematică simplificată a generării suprafeţelor profilate,simplitatea reascuţirilor.
Dezavantajul principal al cuţitelor profilate îl prezintă tehnologia complicată de execuţie şi ca urmare costul ridicat. Din această cauză utilizarea cuţitelor profilate este raţională numai în cazul producţiei de serie şi masă.
Dispozitivul de fixare a cuţitului profilat se fixează şi funcţionează pe maşina automată multiax de tipul 123, 1240-4 şi 1240-6.
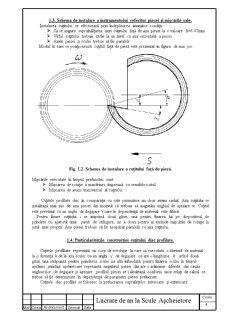
1.3. Schema de instalare a instrumentului referitor piesei şi mişcările sale.
Instalarea cuţitului se efectuează prin îndeplinirea anumitor condiţii:
- Să se asigure supraînălţarea axei cuţitului faţă de axa piesei la o valoare h=6.47mm
- Vîrful cuţitului trebuie să fie la un nivel cu axa orizontală a piesei
- Axele piesei şi sculei trebue să fie paralele
Modul în care se poziţionează cuţitul faţă de piesă este prezentat în figura de mai jos.
Fig. 1.2. Schema de instalare a cuţitului faţă de piesă.
Mişcările executate în timpul prelucrării sunt:
- Mişcarea de rotaţie a mandrinei împreună cu semifabricatul.
- Mişcarea de avans transversal al cuţitului.
Cuţitele profilate disc în comparaţie cu cele prismatice au doar avans radial. Axa cuţitului se instalează mai sus de axa piesei din motivul că trebuie să asigurăm unghiul de aşezare . Cuţitul este prevăzut cu un unghi de degajare care în dependenţă de material este diferit.
Pentru fixare cuţitului i se imprimă două găuri, una pentru fixarea lui pe dispozitivul de prindere cu ajutorul unui şurub de strîngere, iar a doua pentru ai exclude mişcările de rotaţie în jurul axei proprii. Axa piesei trebuie să fie neapărat paralelă cu axa cuţitului.
Preview document
















Conținut arhivă zip
- Proiect de An la Scule Aschietoare
- Memoriu de calcul.doc
- proiect nou.dwg
Alții au mai descărcat și

MEMORIU JUSTIFICATIV Prelucrarea prin aşchiere ocupă la momentul actual un loc primordial datorită unor avantaje clare oferite. Dintre acestea...

Sa se proiecteze un cutit de strung cu placuta din carbura metalica, fixata mecanic pentru prelucrarea arborelui din fig. 1. Placuta tip “C”,...

Pentru execuţia piesei din desenul dat, să se proiecteze următoarele scule aşchietoare: 1. broşă rotundă : - d = 18 mm; - Lp = 78 mm. 2. freză...

1. Aleg schema de brosare prin generare: 2. Determinarea adaosului total de aschiere , Ar a) Pentru partea cilindrica: b) Pentru partea...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

CURS 4 FREZE CILINDRICE Sunt de obicei cu fixare pe dorn (freze cu alezaj), alegerea diametrului alezajului se face având în vedere solicitările...

Te-ar putea interesa și
Sa se proiecteze un cutit de strung cu placuta din carbura metalica, fixata mecanic pentru prelucrarea arborelui din fig. 1. Placuta tip “C”,...

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

1.Considerații Generale 1.1 Obiectul proiectului și principalele probleme propuse a fi rezolvate Tema proiectului este Procesul Tehnologic de...

Introducere Calitatea înaltă a pieselor pentru masini si mecanisme poate fi asigurata folosind la prelucrarea lor masini-unelte corespunzatoare.Un...

Sa se faca proiectarea urmatoarelor scule: Cutit de strunjit exterior cod ISO PDJNR 32 25 M 15, pentru prelucrarea oţelurilor cu duritate medie...

1 DATE DESPRE PIESA SI SEMIFABRICAT 1.1 Rolul funcțional al piesei in subansamblul aferent Biela este organul mecanismului motor care transmite...

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere pe M.U....