Extras din proiect
I. PROIECTAREA TEHNOLOGIEI DE PRELUCRARE
I.1Analiza datelor initiale
1.1. Analiza materialului din care se confectioneaza piesa:
CuZn30
Alamele tehnice sunt aliaje CuZn cu maxim 45% Zn, peste aceasta limita a zincului, alamele devin dure si fragile, deci inutilizabile.
Alamele, in functie de numarul elementelor de alere pot fi:
- Binare (obisnuite)
- Speciale (cu mai multe elemente de aliere)
Proprietati ale alamelor:
a) Caracteristici mecanice (STAS 95-80)
- rezistenta la rupere la tractiune: Rm = 300-370 (N/mm2)
- alungirea la rupere: As = 50%
- duritatea : - minima: 55HB
- maxima: 85 HB
b) Compozitia chimica: 70%Cu si 30 % Zn
c) Forme si dimensiuni de livrare:
- Latime/lungime: 500x30000 mm/mm
- Densitatea : ρ = 8.7 kg/m3
d) Aspect: suprafata tablei trebuie sa fie curate, neteda, lipsita de umflaturi, solzi, stratificari, zgarieturi adanci, inluziuni de zgura sau corpuri straine.
Gama de grosimi: tablele de alam ase livreaza cu grosimi de la 0,5 la 500 mm
Utilizare: stantare, indoire si ambutisare
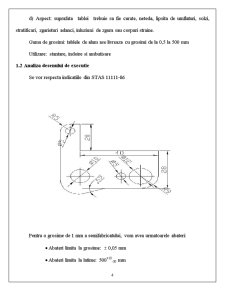
1.2 Analiza desenului de executie
Se vor respecta indicatiile din STAS 11111-86
Pentru o grosime de 1 mm a semifabricatului, vom avea urmatoarele abateri:
- Abateri limita la grosime: ± 0,05 mm
- Abateri limita la latime: 500+10-30 mm
- Abateri limita pentru raze de racordare: ----
- Aabteri limita pentru dimensiuni unghiulare: ---
In cazul aliajelor CuZn (alame) se pot obtine rugozitati reduse la taierea de precizie, daca lipseste plumbul, iar continutul de cupru este de minim 63 %. Cu cat creste continutul de Cu in aliaj, se pot obtine rezultate mai bune.
Cuprul se preteaza bine la taierea de precizie, insa are o tendinta pronuntata de a forma microsuduri pe muchia placii de taiere.
2.Studiul tehnologicitatii piesei
- Stabilirea prosedeului prin care se executa piesa:
Pentru d≥5xS =>>> - decupare
Pentru d<5xS =>>> - perforare
In cazul piesei de fata, avem 2 orificii: 12mm, 10mm ,5mm, toate se vor executa prin perforare.
Preview document



















Conținut arhivă zip
- Proiectarea Stantei Pentru Executarea Reperului Pentru Productia de Serie
- ansamblu piesa.bak
- ansamblu piesa.dwg
- predapiesa.dwg
- proiect preda.doc
Alții au mai descărcat și


1Analiza piesei STAS880-88 Compozitia chimica a materialului din care este confectionata piesa Caracteristicile mecanice ale materialului din...

I.1Analiza datelor initiale 1.1. Analiza materialului din care se confectioneaza piesa: CuZn15 Alamele tehnice sunt aliaje CuZn cu maxim 45% Zn,...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și
I.1Analiza datelor initiale 1.1. Analiza materialului din care se confectioneaza piesa: CuZn15 Alamele tehnice sunt aliaje CuZn cu maxim 45% Zn,...

Sa se conceapa procesul tehnologic si proiectarea stantei pentru executarea reperului conform desenului de executie in conditia productiei de serie...