
Cuprins
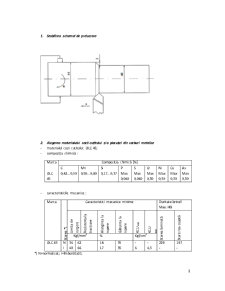
- 1. Stabilirea schemei de prelucrare
- 2. Alegerea materialului cozii cuțitului și a plăcuței din carburi metalice
- 3. Alegerea parametrilor geometrici funcționali
- 3.1 Alegerea valorilor unghiurilor
- 3.2 Calcularea unghiurilor în planul de lucru și în planul posterior
- 4. Stabilirea regimului de așchiere
- 4.1. Calcularea adâncimii de așchiere
- 4.2. Alegerea avansului (din tabele)
- 4.3. Verificarea avansului din următoarele condiții
- a) condiția de rezistență la încovoiere a piesei
- b) condiția de rigiditate a piesei
- c) condiția de rezistență a mecansimului de avans
- 4.4. Calcularea vitezei de așchiere
- a) calcularea vitezei economice
- b) calcularea turației
- c) alegerea turației din gama de turații a mașinii-unelte
- d) recalcularea vitezei de așchiere (viteza efectivă)
- 4.5. Calcularea forțelor de așchiere
- 4.6. Calcularea puterii efective de așchiere
- 5. Stabilirea elementelor constructive ale cuțitului
- 6. Calculul de verficare a corpului cuțitului
- 7. Tehnologia de ascuțire a cuțitului
- 8. N.T.S. la ascuțirea cuțitelor
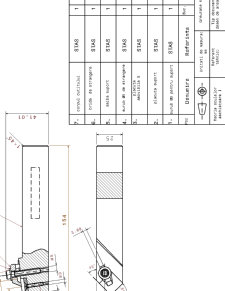
- 9. Desenul de execuție.
Extras din proiect
DATE INIȚIALE (n=4)
Tipul operației: strunjire exterioară
Fixarea piesei: universal
Diametrul inițial: D_i=40+n=40+4=44 [mm]
Diametrul final: 〖 D〗_f=D_i-n=44-4=40 [mm]
Lungimea piesei:〖 L〗_p=150+n=150+4=154 [mm]
Lungimea în consolă a cuțitului:〖 l〗_c=30+n=30+4=34 [mm]
Forța adimsibilă a mecanismului de avans:〖 F〗_a=300+n=300+4=304 [daN]
Rugozitatea suprafeței prelucrate: R_a=6,3 [µm]
Materialul piesei: OLC45
1. Stabilirea schemei de prelucrare
2. Alegerea materialului cozii cuțitului și a placuței din carburi metalice
- materialul cozii cuțitului: OLC 45;
- compoziția chimică :
Marca Compoziția chimică [%]
C Mn Si P S Cr Ni Cu As
OLC
45 0,42...0,50 0,50...0,80 0,17...0,37 Max
0,040 Max
0,040 Max
0,30 Max
0,30 Max
0,30 Max
0,30
- caracteristicile mecanice :
Marca Starea *) Caracteristici mecanice minime Duritate brinell
Max. HB
Limita de curgere Rezistența la tracțiune Alungirea la rupere Gâtuirea la rupere KCU 30/2 KCU
30/5 Starea laminată Stare rea coaptă
Kgf/mm2 % Kgf/cm2
OLC 45 N
I 36
40 62
66 18
17 35
35 -
6 -
4,5 229
- 197
-
*) N=normalizat; I=îmbunătațit;
- tratamentul termic :
Marca Forjare
[0C] Recoacere de inmuiere Normalizare Călire Revenire
[0C] Răcire [0C] Răcire 0C Răcire 0C Răcire
OLC
45 1100...
850 680...
700 c 830....850 aer 830..
850 A sau u 550...
650 aer
C=cuptor; a=apă ; u=ulei ;
- alegerea placuței din carburi metalice :
Plăcuța aleasă pentru prelucrare face parte din grupa de utilizare K, culoarea distinctivă roșie.Tipul placuței este K 10 utilizată pentru strunjirea de degroșare și de finisare a fontelor cenușii, a fontelor cenușii turnate în cochilie, aliajelor de aluminiu cu conținut de siliciu , strunjirea oțelurilor pentru automate (moi), prelucrarea cusăturilor (suduri) și altor materiale care uzează tare: cupru, bronz, materiale plastice etc. Viteze de așchiere:50÷600 [m/min]. Avansuri: 0,1÷0,5 [mm/rot].
- compoziția chimică a placuțelor din carburi metalice :
Grupa Tipul Compoziție chimică Duritate Vickers
[Kg/mm2]
Wolfram Carbide TiC+TaC Co
K K 10 92 2 6 1650
S-a ales o placuță schimbabila fara alezaj de forma pătrată. Simbolizarea unei astfel de placuțe se face conform STAS 9130/82.Prezentul standard stabilește simbolizarea placuțelor din carburi metalice și mineralo-ceramice.Simbolizarea unei plăcuțe cuprinde șapte simboluri principale și trei simboluri suplimentare.Toate cele sapte simboluri principale trebuie să figureze în simbolul plăcuței.Simbolurile suplimentare se utilizează numai în caz de necesitate.
Simboluri principale:
- litera caracteristică pentru forma plăcuței ;
- litera caracteristică pentru unghiul de așezare ;
- litera caracteristică pentru precizia de execuție ;
- litera caracteristică pentru sfărâmatorul de așchii și (sau) pentru fixare;
- numărul caracteristic pentru mărimea plăcuței;
- numărul caracteristic pentru grosimea plăcuței ;
- numar sau litera caracteristică pentru forma vârfului ;
Simboluri suplimentare:
- litera caracteristică pentru muchia de așchiere ;
- litera caracteristică pentru direcția de așchiere ;
- simbol la alegerea producătorului (dacă este cazul) ;
Preview document









Conținut arhivă zip
- cutit cu placuta.CATDrawing
- cutit cu placuta.dwg
- cutit cu placuta.pdf
- Proiectarea unui Cutit de Strunjit cu Placuta din Carburi Metalice Fixata Mecanic.docx
Alții au mai descărcat și

1. Introducere Pentru constructia de masini electrice, echipamente electrice, in general se folosesc piese, organe de masini care trebuie...

Tema : Sa se poiecteze tehnologia de executie a reperului “tija filetata” Cap.1. Prezentarea temei 1.1. Desenul de executie la scara a piesei...

Sa se faca proiectarea urmatoarelor scule: Cutit de strunjit exterior cod ISO PDJNR 32 25 M 15, pentru prelucrarea oţelurilor cu duritate medie...

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere pe M.U....

Să se proiecteze un cuţit de strung armat cu CMS, cu fixare mecanică, pentru următoarea figură: Date initiale : d = 80 (mm) D = 2 (mm) L = 120...

Cuţitul prismatic profilat foloseşte la strunjirea unor suprafeţe având forme neliniare, la fabricarea în serie sau masă, în scopul asigurării unei...

1. Proiectarea elementelor de orientare În cazul acestui dispozitiv sunt preluate 5 grade de libertate, după cum urmează: - Doua grade de...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...