
Cuprins
- Cap.1. Prezentarea temei
- 1.1. Desenul de executie al piesei
- 1.2. Descrierea functionalitatii piesei
- Cap.2. Stabilirea formei si dimenssiunilor semifabricatului
- 2.1. Stabilirea caracteristicilor materialului piesei
- 2.2. Analiza procedeelor de semifabricare
- 2.3. Definirea formei si dimensiunilor semifabricatului
- Cap.3. Proiectarea tehnologiei de executie
- 3.1. Proiectarea operatiilor si fazelor de prelucrare
- 3.1.1. Calculul regimului de aschiere
- 3.1.2.Alegerea masinilor unelte
- 3.1.3.Normarea tehnica
- Bibliografie
Extras din proiect
Tema : Sa se poiecteze tehnologia de executie a reperului “tija filetata”
Cap.1. Prezentarea temei
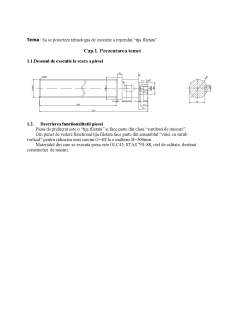
1.1. Desenul de executie la scara a piesei
1.2. Descrierea functionalitatii piesei
Piesa de prelucrat este o “tija filetata” si face parte din clasa “suruburi de miscare”.
Din punct de vedere functional tija filetata face parte din ansamblul “vinci cu surub vertical” pentru ridicarea unei sarcini G=4tf la o inaltime H=500mm.
Materialul din care se executa piesa este OLC45, STAS 791-88, otel de calitate, destinat constructiei de masini.
Cap.2. Stabilirea formei si dimensiunilor semifabricatului
2.1. Stabilirea caracteristicilor materialului piesei
Principalele domenii de utilizare ale acestui material se prezintă în tabelul de mai jos:
Tabelul 1
Marca oţelului Principalele domenii de utilizare
OLC45 Arbori cotiţi, axe, fuzete, arbori cu came, biele, roţi dinţate, organe de asamblare
Din tabelul 3, pagina 3, STAS 791 – 88, se extrage compoziţia chimică determinată pe oţel lichid:
Tabelul 2
Marca
oţelului Calitatea Compoziţia chimică, %
C Mn S P Cr Mo Alte elem.
OLC45 X 0,30 … 0,37 0,60 … 0,90 max.
0,025 max.
0,025 0,90 … 1,20 0,15… 0,30 ___
Caracteristicile mecanice garantate pentru produs determinate pe probe de tratament termic se extrag din tabelul 5, pagina 8, STAS 791 – 88, iar duritatea maximă garantată a produselor livrate în stare laminată şi în stare normalizată se stabileşte la înţelegere între producător şi beneficiar:
Tabelul 3
Marca oţelului Felul
trat.
termic Limita de
curgere
Rp 0,2
N/mm2 Rezistenţa
la rupere 2
Rm
N/mm2 Alungirea
la rupere
A5, %,
min. Gâtuirea
la rupere
Z*** ,%,
min. Rezilienţa
KCU300/2
J/cm2
min.
OLC45 CR 450 700 – 850 15 60 50
2.2. Analiza procedeelor de semifabricare
Avand in vedere forma piesei, dimensiunile relative si materialul din care se executa piesa, se poate alege un semifabricat laminat,matritat sau turnat.
Am ales ca procedeu de prelucrare laminarea care consta in in deformarea plastica realizata prin trecerea acestora intre doi cilindri ce se rotesc. Spatiul dintre acestia fiind mai mic decat sectiunea semifabricatului, concomitent cu o reducere a sectiunii lui, volumul pastrandu-se constant.
Motivele alegerii acestui procedeu au fost:
• Precizia dimensionala si calitatea buna a suprafetelor produselor laminate;
• Conduce la o structura compacta, fina si uniforma, ceea ce confera materialului proprietati mecanice si tehnologice superioare in raport cu starea de turnare;
• Datorita piesei care are foarte multe suprafete plane, realizarea sa prin acest procedeu este una foarte simpla;
• Costurile specifice sunt reduse.
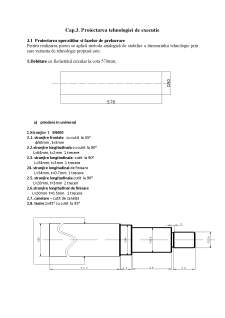
Într-un prim calcul preliminar dimensiunile semifabricatului s-au luat cu 2,5 mm/rază si 6mm/ lungime mai mari decât ale piesei.
Bibliografie
1.Capatana N. –“ Proiectarea sculelor aschietoare” , Universitatea din Galati 1982
2.Picos C. – “Proiectarea tehnologiilor de prelucrare mecanica prin aschiere,” vol. I Ed. Universitas, Chisinau , 1992
3.Picos C. – “Proiectarea tehnologiilor de prelucrare mecanica prin aschiere,” vol. II Ed. Universitas, Chisinau , 1992
4.Vlase A. s.a. –“Regimuri de aschiere adaosuri de prelucrare si norme tehnice de timp” Vol.I ,Ed. Tehnica , Bucuresti
Preview document



























Conținut arhivă zip
- Tehnologia de Fabricare a unui Surub.docx
Alții au mai descărcat și

PROIECTAREA PROCESULUI TEHNOLOGIC PENTRU O PIESA TIP BUCSA 1.Calculul ritmului liniei tehnologice Conditia de baza care trebuie indeplinita la...

MASINA UNEALTA. DEFINITII Masina: Sistem tehnic alcatuit din corpuri solide, cu miscari relative determinate, servind la transformarea unei forme...

Să se proiecteze procesul tehnologic de prelucrare mecanică a piesei „bolţ furcă” prezentată în desenul de execuţie anexat.Toleranţele la cotele...

Sa se proiecteze procesul tehnologic de fabricatie (pentru o productie de 10000 bucati pe an ) si reconditionare (pentru o productie de 1000 de...

1. Introducere Pentru constructia de masini electrice, echipamente electrice, in general se folosesc piese, organe de masini care trebuie...

INTRODUCERE SFF-ul reprezintă un ansamblu de maşini-unelte reunite într-un sistem comun de transport, manipulare şi depozitare a semifabricatelor,...

1 DATE DESPRE PIESA SI SEMIFABRICAT 1.1 Rolul funcțional al piesei in subansamblul aferent Biela este organul mecanismului motor care transmite...

DATE INIȚIALE (n=4) Tipul operației: strunjire exterioară Fixarea piesei: universal Diametrul inițial: D_i=40+n=40+4=44 [mm] Diametrul final: 〖...
Te-ar putea interesa și

INTRODUCERE Productivitatea muncii sociale, progresul tehnico-ştiinţific, prosperitatea materială a poporului şi capacitatea de apărare a ţării...

A1.Proiectarea procesului tehnologic de prelucrare. Aceasta parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice si...

CAP. I Studiu asupra utilajelor 1. Studiu asupra utilajelor de sfârâmare a materialelor granulare în vederea alegerii variantei optime de...

Motto: ,, prin văz se simte frumuseţea celor înfăptuite de Dumnezeu şi mai cu seamă a lucrurilor care duc la iubire” Leonardo da Vinci, Tratat...

Interesul asupra acestei teme de cercetare a fost provocat de analiza Indexului de încredere în profesii publicat de GfK1. Urmarind rapoartele...

Capitolul I Studii de literatura 1 Introducere 1.1 Scurt Istoric: Smantana fermentata. Cele mai vechi informatii despre productia de lapte si...

1. TEMA PROIECTULUI Realizarea reperului BUCSA CAP TELESCOP presupune urmarea etapelor: - Descrierea reperului - Alegerea materialului - Fluxul...

Stabilirea rolului functional al piesei si stabilirea rolului morfofunctional al suprafetelor Cunoasterea rolului functional al piesei este prima...