
Extras din proiect
Tehnici de formare manuala si mecanizata
2.Tehnologii de asamblari nedemontabile prin sudare si lipire
1. Tehnici de formare manuala si mecanizata
Formarea reprezinta totalitatea operatiilor de executare a formei de turnare. Aceasta formare se poate executa:
• manual → se aplica pieselor unicate sau de serie mica;
• mecanic → se utilizeaza la productia de serie mare si de masa;
1.1 Executarea manuala a formelor
Formarea manuala consta in executarea formelor manual si se poate face in rame de formare, in solul turnatoriei si cu sablonul. Cea mai utilizata este cea in rame de formare.
Executarea formelor in rame de formare
Procesul tehnologic cuprinde urmatoarele operatii:
a.
• Se aseaza jumatate din model (2) pe planseta din lemn (3);
• Se pune rama de formare (1) pe planseta;
• Se presara praf de licopodium sau nisip;
• Se introduce amestec de formare (5);
b.
• Se completeaza cu amestec de umplere (6);
• Se indeasa amestecul de formare cu batatorul (7);
• Se inlatura surplusul de amestec de umplere;
c.
• Se executa canale de aerisire (9) cu paleta (8);
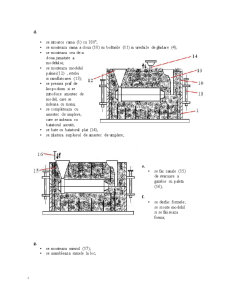
d.
• se intoarce rama (1) cu 180o;
• se monteaza rama a doua (10) cu bolturile (11) in urechile de ghidare (4);
• se monteaza cea de-a doua jumatate a modelului;
• se monteaza modelul palniei(12) , retelei si rasuflatoarei (13);
• se presara praf de licopodium si se introduce amestec de model, care se indeasa cu mana;
• se completeaza cu amestec de umplere, care se indeasa cu batatorul ascutit;
• se bate cu batatorul plat (14);
• se inlatura surplusul de amestec de umplere;
e.
• se fac canale (15) de evacuare a gazelor cu paleta (16);
f.
• se desfac formele; se scoate modelul si se finiseaza forma;
g.
• se monteaza miezul (17);
• se asambleaza ramele la loc;
h.
• se toarna metalul lichid (turnarea propriu zisa);
• metalul se solidifica si se raceste (solidificarea);
• se desfac formele si se scoate piesa (dezbaterea manuala/mecanizata);
• se curata piesa de amestec (curatire manuala/mecanizata);
Formarea manuala a miezurilor
Miezurile sunt parti componente ale formelor de turnatorie, cu ajutorul carora se realizeaza goluri interioare in piesele turnate.Ele se executa separat si se monteaza in locasurile corespunzatoare ale formei ori prin intermediul unor prelungiri speciale denumite marci.
Dupa turnare sunt inconjurate de metalul lichid in toate partile, fiind foarte puternic solicitate.Pentru a face fata acestor conditii dificile de lucru, trebuie sa posede o permeabilitate, o refractaritate si o rezistenta mecanica mai ridicate decat restul formei.In plus, trebuie sa fie si compresibile, permitand contractarea termica a metalului in timpul racirii si solidificarii, pentru a nu provoca fisurarea piesei turnate.
Miezurile se executa din amestec de formare special ― amestec de miez – cu proprietati superioare.Se foloseste in general nisipul cuartos prospat (preparat in prealabil) legat cu un liant organic.Daca sunt mai putin solicitate, pot fi executate din amestec cu liant anorganic (argila,bentonita,ciment etc.), dar trebuie trebuiesc vopsite cu o vopsea refractara pentru a le face mai rezistente la temperaturi ridicate.
Dintre liantii organici, uleiul de in este cel mai bun pentru prepararea amestecurilor de miez.Este insa un produs scump si deficitar de aceea se utilizeaza numai pentru miezuri deosebit de complicate si de importante.Rezultate satisfacatoare se obtin folosind drept liant lesia sulfitica, melasa si dextrina, care realizeaza insa rezistente mecanica mai scazute decat uleiul de in.Pricipalele dezavantaj al miezurilor ezecutate cu astfel de lianti consta in marea lor higroscopicitate,in tendinta de a absorbi apa din mediul inconjurator.In stare umeda sunt improprii pentru turnare deoarece au rezistenta mecanica foarte scazuta si degaja o cantitate mare de vapori.Miezurile cu astfel de lianti hidrofili nu pot fi montate in forme crude decat daca turnarea se face foarte repede.
Pentru marirea permeabilitatii miezurile sunt prevazute cu canale de aerisire prin care se evacueaza gazele.Rezistenta mecanica si rigiditatea pot fi imbunatatite prin folosirea
armaturilor mecanice din sarma de otel sau din fonta turnata.
Miezurile pot fi executate manual – in cazul fabricate unicate si de serie mica – cu ajutorul cutiilor de miez sau a sabloanelor de rotatie si de translatie, sau mecanizat – in cazul productiei de serie mare – folosind masini speciale de miezuit.In cadrul lucrarii practice de laborator vor fi cinfectionate manual in cutii de miez.
Miezurile executate din amestec de formare se intrebuinteaza dupa uscarea lor in instalatii speciale, in care se introduc pe placi de uscare mecanice, plane sau profilate.
Prin uscare se obtine o crestere substantiala a rezistentei mecanice si a permeabilitatii concomitent cu reducerea cantitatii de gaze degajate in timpul turnarii.Miezurile din amestec sunt temporare, servind la o singura turnare.Dupa solidificarea metalului sunt sparte pentru a putea fi indepartate din piesa turnata.Foarte usor se indeparteaza din piesa, miezurile la care s-a folosit direct liant uleiul din in.
Preview document













Conținut arhivă zip
- Realizarea Formelor de Turnare.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

1. MOTIVATIA ALEGERII PRODUSULUI Sursa de inspiratie pentru aceasta afacere a fost feminitatea cu tot ce are ea mai spectaculos. Si cum am putea...

1. STUDIUL PIESEI TURNATE 1.1. Configuraţia piesei turnate Piesa noastră „Capac lagăr” necesită prelucrări mecanice de şlefuire pentru obţinerea...

1.Stabilirea rolului functional al piesei folosind analiza morfofunctionala a suprafetelor In cazul acestei piese, deoarece nu se cunoaste...

Stabilirea si analiza rolululi functional al piesei Cunoasterea rolului functional al piesei este prima etapa in proiectarea oricarui proces...

Capitolul 1 Tema de necesitate.Tema proiectului Un piston este un organ de maşină, care are o mişcare rectilinie alternativă într-un...


1.ANALIZA CONDIȚIILOR TEHNICO-FUNCȚIONALE ȘI A TEHNOLOGICITĂȚII PIESEI ȘI STABILIREA TIPULUI SITEMULUI DE PRODUCȚIE 1.1 Analiza rolului...

1. Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1. Analiza rolului...