Cuprins
- ARGUMENT.1
- SUDAREA PRIN PRESIUNE.2
- TEHNOLOGIA SUDARII PRIN PRESIUNE A DIFERITELOR
- METALE SI ALIAJE METALICE.16
- PROTECTIA MUNCII.19
- BIBLIOGRAFIE.23
Extras din proiect
ARGUMENT
Am ales aceasta tema de proiect, Sudarea prin presiune, cu scopul de a cunoaşte mai bine acest procedeu de asamblare des întâlnit în fabrici, ateliere.
Sudarea este un procedeu tehnologic de îmbinare nedemontabilă a doua sau mai multe piese metalice in stare solida, realizata prin acţiunea forţelor de coeziune ce pot apărea intre atomii marginali aparţinând pieselor de îmbinat.
Pentru obţinerea forţelor de coeziune care sa permită sudarea pie¬selor, este necesar un aport de energie din exterior — prin încălzire sau presare — obţinut cu ajutorul instalaţiilor de sudare.
Îmbinarea pieselor prin sudare se poate executa cu sau fără mate¬rial de adaos.
Sudarea se aplica unei game largi de materiale, cum sunt: oteluri carbon, oteluri aliate, fonte, metale si aliaje neferoase, materiale plastice, materiale metaloceramice etc.
SUDAREA PRIN PRESIUNE
Sudarea prin presiune este procedeul de îmbinare, destinat obţinerii de piese sau subansambluri, realizat prin amplificarea unor forţe exterioare. Efectul forţelor exterioare depinde de temperatura zonelor
adiacente ale pieselor de sudat si de anumite particularităţi ale procedeului utilizat.
Rolul forţelor exterioare consta in principal in următoarele: aducerea pieselor de sudat Intr-un Contact strâns prin deformarea lor plastică; obţinerea unei suduri in care metalul s3 fie compact, vopsit de goluri şi cu tensiuni interne reduse; si sa asigure închiderea spaţiului în ca¬re are loc topirea evitând-se astfel interacţiunea metalului topit cu mediul înconjurător precum şi expulzarea metalului topit din zona sudării care conţine oxizi şi alte impurităţi.
După temperatura maxima care se atinge in locul de sudare, procedeele de sudare prin, presiune se împart în: suduri fa rece, care nu depăşesc temperatura de recristalizare, şi suduri la cald, la care se produce recristalizări in cusătura. Sudarea la rece se poate execută numai prin presare sau prin presare şi vibrare. Sudarea la cald se executa în stare solidă sau prin topire.
Încălzirea pieselor se poate realiza cu surse de încălzire indirecte, prin reacţii chimice exoterme in mediul înconjurător sau surse directe şi anume efectul termic al curentului electric si frecarea uscata.
1. Procedee de sudare
a. Sudarea prin presiune cu încălzire cu flacără. Procedeul se aplica la sudarea în capete in stare solida, flacăra încălzind simultan întreaga zona a îmbinării (fig.1). Capetele de sudat, pregătite prin prelucrare, sunt amplasate în interiorul unui arzător inelar care produ¬ce încălzirea metalului până la starea plastică (1200—1250°C, în cazul otelului). Aplicând p presiune de 2000—4000 N/cra2 se realizează, prin refulare, sudarea celor doua capete. Pentru a se evita supraâncălzirea straturilor de suprafaţa, arzătorul executa mişcări axiale oscilatorii în jurul secţiunii de contact.
O variantă a procedeului constă în încălzirea inelului cu flacăra, apoi topirea porţiunii de sudat cu arzătorul fixat în dreptul secţiunii de contact, după care se aplica presiuni intermitente. In acest fel, se expulzează materialul topit si impurităţile dintre suprafeţele do sudat. La piesele cu grosimi mari, pentru a se evita o încălzire neuniforma, se foloseşte un arzător special care permite numai încălzirea frontala a
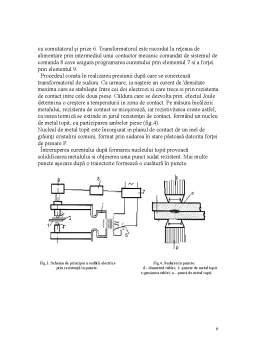
Fig. 1 Sudarea prin presiune şi presiune şi încălzire cu flacără:
1-componente de îmbinat; 2- arzător inelar;
3-flăcări multiple; 4- circuit de răcire;
5- amestec de gaz si de oxigen; 6- sudarea realizată prin refulare.
Fig.2. Schema de principiu a sudării electrice
pieselor de sudat. Arzătorul se îndepărtează înainte de a se începe presarea.
b. Sudarea prin presiune cu încălzire electrica de contact. Procedeul este cunoscut sub denumirea de sudare electrice prin rezistenta, iar îmbinările pot fi executate în capete, in puncte sau in linie.
1) Sudarea in capete. Procedeul de sudare in capete consta în încălzirea prin rezistenţă de contact a parţilor frontale ale pieselor de sudat, după care se execute opera(ia de presare cu o anumita for(a. Su¬darea in capete se poate realiza în stare solida şi în stare topita.
a) Sudarea in capete in stare solida. Principiul procedeului este redat in figura 2. Piesele de sudat 1, 2 sunt fixate la o distanta de 2 între dispozitivele de strângere 3 şi 4, prin. intermediu cărora este condus curentul electric de ,1a secundarul transform a transformatorului 5 şi exercita presarea cu o forţa F. Dispozitivele sunt fixate (de batiul maşinii.
Preview document
























Conținut arhivă zip
- Sudarea prin Presiune.doc
Alții au mai descărcat și

Este important sa se determine si sa se identifice defectele îmbinarilor sudate si ale sudurilor deoarece acestea, nesesizate, pot produce...

ARGUMENT Acest proiect l-am conceput ca un totunitar, care este subdivizat în mai multe capitule. Lucrarea ca atare se referă atât la sudarea...

Sudarea prin aluminotermie denumita si sudarea cu termit sau sudarea prin turnare, utilizeaza energia termochimica degajata, uneori, in reactia...

Cap. I MEMORIU EXPLICATIV 1.1 Flacara de sudare La procedeul de sudare cu flacără de gaze, sursa termică pentru încălzirea locală a pieselor de...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

CAP.1. PROCESE ŞI PROCEDEE DE SUDARE 1.1. Energetica procesului de sudare Sudarea este procedeul tehnologic de realizare a îmbinărilor...
Te-ar putea interesa și

CAPITOLUL 1 INTRODUCERE 1.1. OBIECTUL PROIECTULUI. PRINCIPALELE PROBLEME PROPUSE SPRE REZOLVARE. Obiectul proiectului de diplomă îl constituie...

Introducere “Sudarea este un procedeu tehnologic de îmbinare nedemontabilă a două sau mai multe piese, realizată printr-un procedeu oarecare de...

CAPITOLUL I PROCESE ŞI PROCEDEE DE SUDARE 1.1 Definitii si terminologie Sudarea este un procedeu de imbinare nedemontabila a doua materiale,...

CAPITOLUL 1 NOŢIUNI INTRODUCTIVE 1.1. Scurt istoric Sudarea, conform STAS 5555/1-81, este operaţia de realizare a unei îmbinări nedemontabile...

SCURT ISTORIC AL ROBOTICII Dezvoltarea istorica a stiintei si tehncii s-a produs in mai multe etape dupa cum urmeaza: Etapa “maşinismului",...

Argument Întocmirea proiectului ajută la formarea capacităţii de folosire a infor-maţiilor de către viitorii absolvenţi pentru integrarea lor în...

CAPITOLUL 1 NOTIUNI INTRODUCTIVE 1.1.Tehnologia - definitii Definitia 1. Tehnologie = stiinta care se ocupa cu studiul, elaborarea si...

1. Probleme generale Sursele moderne de lumină sunt dispozitive de utilizare ce convertesc energia electrică în radiaţii electromagnetice cu...