Extras din proiect
TRAGEREA PE CALAPOD
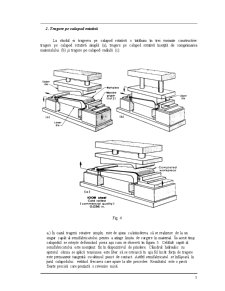
Tragerea pe calapod a pieselor din tablă se utilizează mai ales la fabricarea unor piese cu arii mari, relativ plane, în producţia de unicate, prototipuri sau serie mică.Exemple sunt piese de caroserie exterioară, suprastructuri de autobuze şi camioane, piese de înveliş pentru aero şi astronautică.
Tragerea pe calapod e folosită pentru a deforma părţile aerospaţiale din oţel, nichel, aluminiu şi aliaje de titan şi alte metale rezistente la lovituri şi refractare. Diversele variante de tragere pe calapod prezintă faţă de procedeele convenţionale de deformare a tablelor cu ajutorul unor prese mecanice sau hidraulice folosind scule cu acţiune multiplă, un avantaj net în privinţa costurilor. În plus este posibilă trecerea flexibilă şi simplă la altă geometrie a piesei.
Marele avantaj al procedeelor de tragere pe calapod este că înainte de deformarea propriu-zisă are loc o pre-întindere a semifabricatului din tablă. Acest lucru duce la o mai bună realizare a zonelor centrale plate ale pieselor deformate. Ca dezavantaj apare însă prinderea pieselor numai în două părţi, utilizată la majoritatea procedeelor de tragere pe calapod, deoarece astfel se limitează formele realizabile.
Avantaje: Tragerea pe calapod are următoarele avantaje asupra metodelor convenţionale de deformare prin presare :
• E necesară cu 70% mai puţină forţă comparativ cu deformarea convenţională prin presare.
• Poate reduce costul materialului cu mai mult de 15%.
• Deoarece tragerea pe calapod realizează deformarea întregii suprafeţe a semifabricatului în acelaşi timp, este puţin probabilă apariţia ondulaţiilor sau a cutelor pe piesă.
• Duritate piesei se măreşte cu aproximativ 2%.
• Revenirea elastică este mult redusă. Apare o revenire elastică dar aceasta poate fi uşor anulată printr-o deformare mai pronunţată.
• Tensiunile remanente sunt mici în piesele deformate.
• Calapoadele sunt făcute din materiale ieftine cum ar fi: lemn, plastic, fontă, oţel cu conţinut scăzut de C şi au preţul de cost cam 1/3 din costul unei matriţe convenţionale. Dacă semifabricatul este deformat la cald atunci matriţa (calapodul) trebuie să-şi păstreze forma neschimbată la temperatura de lucru. De obicei tragerea pe calapod se realizează la temperatura camerei.
• Interschimbabilitatea este uşoară. Este nevoie de un singur calapod şi două dispozitive de apucare. Pentru a realiza aceeaşi piesă dintr-un alt material sau din acelaşi material dar cu o altă grosime se foloseşte acelaşi calapod şi aceleaşi dispozitive de prindere, diferenţa apărând numai la tensiunea de întindere.
Dezavantaje:
* Este rareori adaptabilă pentru operaţii succesive sau de transfer.
* Are o capacitate limitată de obţinere a contururilor ascuţite . Nu se pot obţine piese care au în componenţă unghiuri ascuţite. Este recomandată pt. deformări uşoare sau piese cu contururi plate.
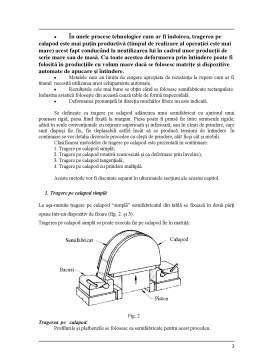
* În unele procese tehnologice cum ar fi îndoirea, tragerea pe calapod este mai puţin productivă (timpul de realizare al operaţiei este mai mare) acest fapt conducând la neutilizarea lui în cadrul unor producţii de serie mare sau de masă. Cu toate acestea deformarea prin întindere poate fi folosită în producţiile cu volum mare dacă se folosesc matriţe şi dispozitive automate de apucare şi întindere.
* Metalele care au limita de curgere apropiata de rezistenţa la rupere cum ar fi titanul necesită utilizarea unor echipamente automate.
* Rezultatele cele mai bune se obţin când se folosesc semifabricate rectangulare. Industria aviatică foloseşte din această cauză table de formă trapezoidală.
* Deformarea pronunţată în direcţia muchiilor libere nu este indicată.
Se defineşte ca tragere pe calapod adâncirea unui semifabricat cu ajutorul unui poanson rigid, piesa fiind fixată la margini. Piesa poate fi prinsă fie între semiscule rigide, adică în scule convenţionale cu reţinere superioară şi inferioară, sau în cleşti de prindere, care sunt dispuşi fie fix, fie deplasabili astfel încât să se producă tensiuni de întindere. În continuare se vor detalia diversele procedee cu cleşti de prindere, atât ficşi cât şi mobili.
Clasificarea metodelor de tragere pe calapod este prezentată în continuare:
1. Tragere pe calapod simplă;
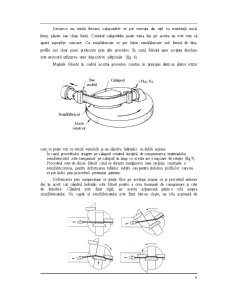
2. Tragere pe calapod rotativă (cunoscută şi ca deformare prin învelire);
3. Tragere pe calapod tangenţială;
4. Tragere pe calapod cu prindere multiplă.
Aceste metode vor fi discutate separat în ulterioarele secţiuni ale acestui capitol.
Preview document













Conținut arhivă zip
- Tragerea pe Calapod.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Toate corpurile solide au proprietatea de a se deforma sub acţiunea unor forţe exterioare (dar şi a altor factori ca temperatură, timp)....
Te-ar putea interesa și

Introducere Încălţamintea este un produs de maximă necesitate pentru om, care a aparut din cele mai vechi timpuri. Cu mii de ani în urmă, oamenii...

Memoriu justificativ În România, schimbările de ansamblu pe plan politic au avut implicaţii imediate asupra domeniului economic şi industrial....

Cultul piciorului desculţ dezvoltat încă din antichitate şi semnificaţia lui. Picioarele desculţe demonstrau umilinţa în faţa lui Dumnezeu....

Sectiunea 1 – Aspecte generale privind incaltamintea 1.1 Scurt istoric Încălțămintea este denumirea generică a tuturor produselor care sunt...

Introducere În prezent, firmele sunt tot mai obligate să-şi structureze radical obiectivele şi strategiile de piaţă. Anterior ele operau în...

1. Sarcina tehnică 1.1 Analiza nivelului de dezvoltare a procesului Maşinele de format sînt folosite în scopul transformării formei plane a unor...

ARGUMENT Din cele mai vechi timpuri, omul a incercat sa construiasca in jurul sau un mediu confortabil,iar unul dintre cele mai inseminate momente...

CAPITOLUL I DATE TEHNICE ALE PRODUSULUI I.1. Date necesare proiectării constructive a produsului Încălţămintea, ca obiect de uz personal...