
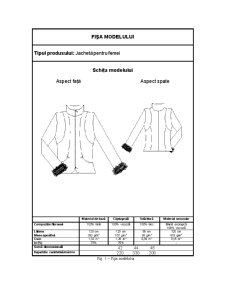
Extras din proiect
- Calculul necesarului de timp, Nt, pentru operaţia de termolipire, conform relaţiei:
Nt = k ∙ tb (min)
unde:
k – coeficient al opririlor, având valorile:
k = 1,15 – pentru presele de termolipit
tb – timpul de bază pentru realizarea termolipirii, care are valori dependente de modul de realizare a operaţiei, obţinut prin însumarea unor timpi specifici pentru fiecare fază a operaţiei de termolipire.
Timpii corespunzători fazelor operaţiei de termolipire se calculează tabelar, notaţiile din tabelul 16 având următoarea semnificaţie:
nt – numărul reperelor pe care se aplică întăritura la un produs -10
ntM – numărul reperelor de dimensiuni mari pe care se aplică întăritura la produs-6
ntm – numărul reperelor de dimensiuni mici pe care se aplică întăritura la produs-4
ni – numărul reperelor de întăritură pentru un produs-10
si – suprafaţa reperelor de întăritură pentru un produs (cm2)-3900
n – numărul de produse realizate în 8 ore-750
Tabelul nr. 16. Stabilirea timpilor pentru fazele operaţiei de termolipire
Cod timpi parţiali Descrierea fazei Formula de calcul Timpi calculaţi (min)
Presa cu acţionare continuă
Timpul de bază la termolipire, tb, se calculează diferenţiat, în funcţie de tipul utilajului.
În cazul preselor, timpii de alimentare şi îndepărtare a reperelor se suprapun cu timpii de presare, astfel că determinant este timpul de presare.
Necesarul de timp se calculează diferenţiat pentru utilaj, Ntu, şi pentru muncitori, Ntm, pe baza informaşiilor din tabelul 17.
Tabelul nr. 17 Stabilirea timpului de bază, tb, la termolipire
k=1,18 Timpul de bază tb (min)
Presă cu acţionare continuă
Mod de calcul Ntu = k x tb 1,18*t3=149,57
Timpi calculaţi (min) 126,75
Modul de calcul Ntm = k x tb 1,18 * (t1 + t2 +t4 ) = 831,9
Timpi calculaţi (min) 705
Tabelul nr. 18 Dimensionarea operaţiei de termolipire
Necesar de timp Necesar utilaj
N Necesar muncitori
M Caracteristici utilaj
Ntu Ntm
Presă cu acţionare continuă
149,57 831,9 1 2 Consumuri:
Abur: 10-30 kg/h
Aer comprimat: 30-500l/min
Vacuum: 2500-5000l/min
Putere: 0,25-13,5Kw
8. PROIECTAREA SECŢIEI DE CONFECŢIONARE
Confecţionarea este etapa cu cea mai mare pondere în procesul de fabricaţie, aceasta ocupând, dependent de model, până la 60% din timpul de realizare a unui produs. Proiectarea secţiei de confecţionare necesită parcurgerea următoarelor etape:
- elaborarea procesului tehnologic
- structurarea liniei tehnologice
8.1. ELABORAREA PROCESULUI TEHNOLOGIC DE
CONFECŢIONARE
Procesul tehnologic de confecţionare se structurează din două părţi, în care se realizează:
- prelucrarea elementelor de produs
- asamblarea elementelor în vederea constituirii subansamblurilor şi produsului
Întocmirea procesului tehnologic necesită parcurgerea următoarelor stadii:
-stabilirea fazelor tehnologice grupate pe tipuri de elemente şi subansambluri;
-stabilirea normei de timp, a normei de producţie şi a numărului de muncitori pentru fiecare fază tehnologică.
Preview document



























Conținut arhivă zip
- Proiectarea unui Sistem de Fabricatie pentru Confectionarea Produselor de Imbracaminte.doc
Alții au mai descărcat și

CAP.1. CERINTELE PIETEI 1.1. Scurt istoric- rolul si importanta ramurii confectii imbracaminte Meseria de croitor se practica din cele mai vechi...

Organizatiile internationale permit statelor sa abordeze împreuna problemele comune, în cadrul unui proces decizional colectiv, chiar daca unele...

CAPITOLUL I: OBIECTUL DE STUDIU AL MERCEOLOGIEI 1.1. Obiectul de studiu al merceologiei Stiinta marfurilor – Merceologia – are ca obiectiv...

CE INSEAMNA RECICLAREA? Recilarea este un concept tot mai des intalnit inca din secolul al XX-lea care doreste limitarea risipei de resurse pentru...

1.1 Obiectul merceologiei Etimologia cuvântului “merceologie” provine de la cuvântul merx (limba latină) – marfă logos (limba greacă) – ştiinţă...
momente istorice şi factori cu implicaţii importante în ceea ce priveşte calitatea: omul şi-a dezvoltat gustul pentru mai bun şi mai frumos din...
Te-ar putea interesa și

Sectiunea 1 – Aspecte generale privind incaltamintea 1.1 Scurt istoric Încălțămintea este denumirea generică a tuturor produselor care sunt...

CONSIDERAŢII GENERALE, MEMORIU JUSTIFICATIV Proiectarea tehnologică a produselor de îmbrăcăminte trebuie să ţină cont de particularităţile pieţei...

Notiune Progresele realizate în perfectionarea tehnologiei prin mecanizarea si automatizarea proceselor de productie impun luarea unor masuri...

1. Rolul contabilitatii manageriale în realizarea functiilor manageriale Conturarea unei viziuni curente si de perspectiva asupra dimensiunilor...