Cuprins
- Temă de proiect
- Să se proiecteze un sistem de producţie pentru execuţia unei familii de arbori tubulari formată din trei repere necesare în industria constructoare de maşini la o sarcină de producţie având structura din tabel, în condiţiile următorului regim de lucru: 8 ore pe schimb, 2 schimburi/zi, 5 zile/săptămână, 52 săptămâni/an, cu un coefficient de utilizare k= 0,95.
- Etape:
- 1) Alegerea reperului de referinţă (reprezentativ) sau fictive
- 2) Calculul necesarului de echipamente din sistemul de fabricaţie
- 2.1.) Determinarea volumului producţiei pe operaţie
- 2.2.) Calculul necesarului de maşini, utilaje sau echipamente pentru fabricaţie
- 3) Determinarea necesarului de spaţiu pentru sistemul de semifabricaţie şi a forţei de muncă
- 3.1) Determinarea necesarului de spaţiu
- 3.2) Determinarea numărului de angajaţi din sistemul de fabricaţie
- 4) Dimensionarea facilităţilor de întreţinere şi reparaţii
- 4.1) Determinarea numărului de maşini
- 4.2) Determinarea suprafeţelor
- 4.3) Determinarea necesarului de personal
- 5) Dimensionarea şi organizarea facilităţilor de manipulare şi depozitare a materialelor
- 5.1) Determinarea spaţiului de depozitare al sistemului
- 5.2) Numărul de angajaţi pentru manipularea materialelor
- 6) Dimensionarea serviciilor funcţionale din sistemul de producţie
- 6.1) Determinarea numărului de angajaţi din sistem şi din serviciile funcţionale
- 6.2) Determinarea necesarului de spaţiu pentru servicii funcţionale
- 7) Dimensionarea facilităţilor auxiliare şi de sprijin
- 8) Suprafaţa totală a sistemului de producţie
- 9) Calculul costurilor de producţie
- 9.1) Calculul costurilor directe
- 9.2) Calculul costurilor indirecte
- 9.3) Calculul preţului ţintă de vânzare şi a profitului
- 9.4) Analiza pragului de rentabilitate
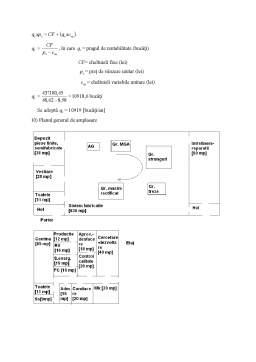
- 10) Planul general de amplasare
Extras din proiect
Reper 2 – Q = 480 [buc/an]
Nr. crt. Denumirea operaţiei Tip maşină
1 Debitare Agregat 5 0,1
2 Găurire adâncă MGA 30 0,2
3 Strunjire exterioară SCN 105 1,2
4 Strunjire interioară SCN 11 0,4
5 Frezare canal pană MFU 15 0,2
6 Tratament termic - - -
7 Rectificare interioară MRU 27 0,6
8 Rectificare conică exterioară degroşare, finisare MRU 30 0,3
Reper 5 - Q = 216 [buc/an]
Nr. crt. Denumirea operaţiei Tip maşină
1 Debitare Agregat 5 0,1
2 Găurire adâncă MGA 30 0,2
3 Strunjire exterioară SCN 105 1,2
4 Strunjire interioară SCN 11 0,4
5 Canelare degroşare, semifinisare MFC 30 0,3
6 Tratament termic - - -
7 Rectificare interioară MRU 27 0,6
8 Rectificare cilindrică exterioară degroşare, finisare MRU 20 0,3
9 Rectificare caneluri MRC 30 0,3
Reper 6 – Q = 348 [buc/an]
Nr. crt. Denumirea operaţiei Tip maşină
1 Debitare Agregat 5 0,1
2 Găurire adâncă MGA 30 0,2
3 Strunjire exterioară SCN 105 1,2
4 Strunjire interioară SCN 11 0,4
5 Frezare canal pană MFU 15 0,2
6 Tratament termic - - -
7 Rectificarea interioară MRU 27 0,6
8 Rectificare conică exterioară degroşare, finisare MRU 20 0,3
Rezolvare
1) Alegerea reperului de referinţă (reprezentativ sau fictiv)
Fişă tehnologică
Nr. crt. Denumire operaţie Tip maşină
1 Debitare Agregat
2 Găurire adâncă MGA
3 Strunjire exterioară SCN
4 Strunjire interioară SCN
5 Canelare degroşare, semifinisare MFC
6 Frezare canal pană MFU
7 Tratament termic -
8 Rectificare interioară MRU
9 Rectificare cilindrică exterioară degroşare, finisare MRU
10 Rectificare conică exterioară degroşare, finisare MRU
11 Rectificare caneluri MRC
Reperul rezultat este unul fictiv.
2) Calculul necesarului de echipamente
2.1) Determinarea volumului producţiei pe operaţie
[buc], unde Q = numărul de produse intrate la operaţia i
Q = numărul de produse ieşite la operaţia i
p = procentul de rebut
Procentele de rebut pentru diferite tipuri de utilaje sunt următoarele: agregat 0,03; SCN 0,01; MFC 0,03; MFD 0,03; MFU 0,05; MGU şi MGA 0,05; MRC, MRD şi MRU 0,03.
Reper 2
Nr. crt. Denumire operaţie Piese intrate în prelucrare Q [buc]
Piese bune rezultate Q [buc]
1 Debitare 597 579
2 Găurire adâncă 579 550
3 Strunjire exterioară 550 544
4 Strunjire interioară 544 538
5 Frezare canal pană 538 511
6 Tratament termic 511 511
7 Rectificare interioară 511 495
8 Rectificare conică exterioară degroşare, finisare 495 480
Din tabel rezultă că 117 piese au fost rebuturi, adică un procent de 24% din totalul produselor.
Preview document





















Conținut arhivă zip
- Sistem de Productie pentru Executia unei Familii de Arbori Tubulari.doc