Cuprins
- 1. Scopul lucrarii tehnologice productive.
- Cunoasterea procedeelor tehnologice de fabricatie in sectoare calde si a echipamentelor tehnologice specifice respectivelor sectoare.
- 2. Locul desfasurarii practicii tehnologice(in sectiile de turnare, deformare plastica la cald, sectii cu tratamente termice, sectii de sudura).
- 3. Tematica generala a practicii.
- A. Sectoare de turnare
- I Atelierul de elaborare
- 1. depozitul materialelor de fuziune
- 2. utilaje de transport din depozit
- 3. utilaje tehnologice
- 4. atelierul de topire
- 5. oale de turnare.
- Descrierea procesului tehnologic in ordinea operatiilor succesive pentru obtinerea unei sarje.
- II Atelierul de formare
- 1. depozitul materialelor de formare
- 2. prepararea amestecului
- 3. formare, turnare, dezbatere
- Descrierea procesului tehnologic de obtinere a unei piese pe linie automata de formare turnare.
- III Atelierul de miezuri
- 1. prepararea amestecului de miezuri
- 2. utilaje in metode de preparare
- 3. confectionarea manuala de miezuri din silicat de Na intarite cu CO2
- 4. confectionarea manuala a miezurilor pe baza de ulei lextrina
- 5. vopsele, uleiuri, chituri utilizate in atelierele de miezuri
- IV Ateliere de curatire a pieselor turnate
- 1. indepartarea retelelor de turnare si a maselatelor
- 2. indepartarea bavurilor inferioare si exterioare
- 3. vopsirea si livrarea pieselor turnate
- 4. control final de calitate
- V Tehnologia de obtinere a fontei cu grafit nodular
- VI Tehnologia de turnare centrifugala a camasii de cilindrii
- VII Masini de impuscat miezul. Tipuri de masini
- B. Sectoare de deformare plastica la cald
- I Semifabricate utilizate pentru deformare plastica la cald
- II Pregatirea materialelor in vederea debitarii. Metode, masini, scule utilizate pentru debitare
- III Precizia debitarii(abateri admisibile)
- IV Forjarea libera. Procedee de forjare libera
- V Tehnologia matritarii
- 1. inlocuirea desenului piesei matritate
- 2. stabilirea dimensiunilor semifabricatului initial
- 3. incalzirea semifabricatelor in vederea forjarii in matrite
- 4. alegerea utilajului de deformare plastica
- VI Elementele desenului piesei matritare si rolul lor
- VII Rolul razelor de racordare si influenta lor asupra fibrajului piesei matritate
Extras din proiect
I SECTOARE DE TURNARE
Organizarea, activitatile de baza si utilaje necesare obtinerii pieselor turnate
In cadrul turnarii intreprinderilor industriale moderne, turnatoriile sunt sectii cu importanta deosebita pentru obtinerea unui produs finit de inalta calitate si rentabilitate.
Din totalitatea pieselor utilizate actualmente in constructia de masini, peste 60% sunt obtinute prin turnare.
Obtinerea pieselor turnate este rezultatul unui complex psihologic la care participa numeroase comportamente de lucru organizate sub forma de ateliere, elaborare, formare, miezuri, curatire.
1.1 Atelierul de elaborare
1.1.1 Depozitul de materiale de difuziune
In depozitul de materiale se pastreaza materialele metalice pentru incarcaturi,combustibil pentru topire, fundatii, precum si materiale refractare necesare repararii cuptoarelor de topit.
Majoritatea operatiilor folosite: in depozitele de materiale sunt operatii de transport cum ar fi:
a. descarcarea materialelor solide
b. transportul acestora la locul de depozitare
c. transportul la locul sarjei
d. introducerea incarcaturii in cuptoarele de topit.
Operatiunile tehnologice in depozitul de materiale se reduce la concasarea bucatilor mari de metal si al fondatilor, brichetarea spanurilor, sortarea cocsului, dozarea incarcaturii.
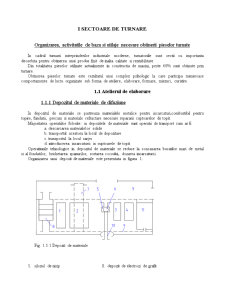
Organizarea unui deposit de materiale este prezentata in figura 1:
Fig. 1.1.1 Depozit de materiale
1. silozul de nisip 8. depozit de electrozi de grafit
2. silozul de materiale refractare 9. cai de acces
3. silozul de deseuri de fier vechi 10. sistem de preintampinare a curentilor
4. silozul pentru fiero-aliaje 11. laboratorul chimic
5. bena pentru sarjare
6. caruciorul benei
7. pod rulant
Materiale existente in depozit
A. Cocsul de turnatorie
Reprezinta combustibilul de baza utilizat la elaborarea fontei obtinute pe cale naturala din carbune natural in urma procesului de carbonizare al acestuia la temperatura de 800-1300ºC in retarte inchise unde nu are acces aerul.
Un cocs de turnatorie trebuie sa indeplineasca urmatoarele conditii:
- sa aiba putere calorica de 7000kcal/kg
- porozitatea maxima de 40-45%
- temperature de inflamabilitate de 550-700ºC
- granulatie
- greutatea volumetrica a cocsului este de 400-500kcal/m³.
B. Materiale refractare
Se folosesc la captusirea cuptoarelor si a oalelor de turnare. Ele trebuie sa suporte simultan:
a. rezistenta la temperaturi ridicate
b. rezistenta la dezagregarea chimica
c. rezistenta la uzura incarcaturii
d. sa nu fisure datorita ciclului termic.
Materialele refractate se caracteriseaza prin refracteritate: proprietatea materialelor de a nu se deforma sub influenta temperaturilor inalte de peste 1500ºC. Trebuie sa aiba stabilitate termica si chimica si sa-si pastreze constanta volumului.
Produsele refractare se clasifica dupa refractare:
1. produse cu refractaritate scazuta(<1570ºC)
2. produse cu refractaritate normala(1580-1750ºC)
3. produse cu refractaritate mare(1770-2000ºC)
4. produse suprarefractare(>2000ºC)
In turnatorii materialele refractare se utilizeaza sub forma de caramizi, blocuri, mortare, mase refractare.
In conformitate cu STAS 130-72 produsele refractare dupa compozitia chimica si termica se prezinta in tabelul 1.1. Masele refractare se clasifica dupa cum se arata in tabelul 1.2.
Tabelul.1.1
Forma Utilizare
Produse refractare fasonate:
-caramizi normale
-blocuri
-produse fasonate simple
-produse fasonate complexe
-produse speciale
( retarte,tuburi,dopuri) La ziduri si captusiri de cuptoare, focare si aparate functionand la temperaturi inalte
Produse granulare sau pulverulente
-mortare refractare
-mase refractare
-fainuri refractare(de cuart, de argila) Operatii de zidarie, la captusirile refractare prin batere in tipare sau cofraje, la astupari gauri, la reparatii.
Mortarele refractare pentru zidarii din caramizi silico-alaminoase sunt amestecuri granulare sau pulverulente obtinute:
- samota sau deseuri de caramizi de samota si argila refractara pentru produse de samota.
Tabelul 1.2
Masa Componenti Utilizare
de samota -praf de samota
-argila refractara Ca liant la captusirea calelor de turnare a cuptoarelor de incalzire sau uscare
de silica -nisip cuartos sau praf de silica
-argila refractara Ca liant la captusirea cuptoarelor din caramida de silica
cromitica -praf de cramita La astuparea crapaturilor de la cuptorul Narhn
- samota, cuartita sau nisip de argila, refractara pentru produsele aluminoase.
Din punct de vedere al compozitie chimice mortarele refractare pentru zidurile de caramizi silicor-chimice sunt importante in STAS 134/83.
Mortoarele refractare silicoase pentru zidarii de caramizi de silica sunt amestecuri omogene granulare obtinute din cuartite arse la temperatura de ardere a produselor refractare sau deseuri de caramizi de silica si argila refractara.
Aceste mortoare trebuie sa aiba: refractaritate apropiata de cea a caramizilor de silica si argila refractara. Ele se impart in 2 clase iar proprietatile lor fizico-chimice sunt cuprinse in STAS 3859.
Dalinita calcinata: - este utilizata la captusirea cuptoarelor metalurgice, marimea bucatilor de dalinita si compozitia chimica sunt reprezentate de STAS 1426/2-71.
Caramizi pentru cabilouri: - caramizi prevazute cu gauri pentru evacuarea zgurii si a fontei.
Caramizi din silica: - material utilizat format pe suprafetele caramizilor refractare.
1.1.2 Utilaje de transport din depozit
Depozitul de materiale ale turnatoriilor moderne din fonta, otel, neferoase se amenajeaza intr-o incapere inchisa, in imediata apropiere a atelierului de topire avand unul sau doua poduri rulante de maxim lot, ce cuprind intregul depozit.
Preview document





















































Conținut arhivă zip
- Tehnologii si Echipamente in Sectoare Calde.doc
Alții au mai descărcat și

Caracteristicile mecanice ale marcilor de oteluri sunt prezentate în tabelul 1 Tabelul 1 Marca otelului Starea de livrare Rm (N/mm2) ReH (N/mm2)...

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

1.Obtinerea W din concentratie de Wolframit prin sinterizare alcalina. Reactiile chimice de baza la faza de sinterizare sunt: 2FeWO4 +...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...
Te-ar putea interesa și

CAP.1 PREZENTAREA GENERALA Numele: S.C.Muntenia S.A. Filipestii de Padure Sediul firmei: str.Principala, nr. 941-Filipestii de Padure, judetul...

Introducere Realizarea obiectivelor organizaţiei este imposibilă în absenţa participării oamenilor. Răspunsul la întrebarea "Ce îi determină pe...

1. PREZENTAREA FIRMEI PENTRU CARE SE REALIZEAZA DIAGNOSTICUL SI EVALUAREA 1.1. DIAGNOSTICUL JURIDIC AL S.C. OVER STIL S.A. Societatea comercialã...

OBIECTUL DE ACTIVITATE Societatea comerciala “Spicul” S.A are urmatorul obiect de activitate: - Achizitionare cerealelor, fabricarea si...

INFIINTAREA PENSIUNII „COLT DE RAI” Familia Muresan s-a constituit in anul 2007 intr-o asociatie familiala in baza legii 300/2004 la initiative...

INTRODUCERE Romania parcurge, înca de la începutul mileniului, noi poziţii in cadrul sistemului administrativ internaţional. Ieşirea din regimul...

A.1. Scurt istoric si descrierea succinta a intreprinderii si a sectorului de care apartine 1.1. Date generale privind intreprinderea Nume...

INTRODUCERE Dezvoltarea impetuoasa a stintei si tehnicii, determina tendinte noi în prelucrarea metalelor, afirmându-se din ce în ce mai pregnant...