
Extras din proiect
Se consideră o probă metalografică de dimensiuni 10 x 15 mm, elaborată din otel carbonat , oţel cu 0,01 ... 0,02%C;
1.1.Stabilirea locului pentru debitarea probei metalografice
Dimensiunile şi forma probelor macroscopice pot varia după caz, probele microscopice pot fi însă de formă cubică, prismatică sau cilindrică, având dimensiuni mici (latura sau diametrul de 10-15mm, iar înălţimea de maximum 20mm).
Modul şi locul de luare a probelor diferă în funcţie de natura produsului astfel:
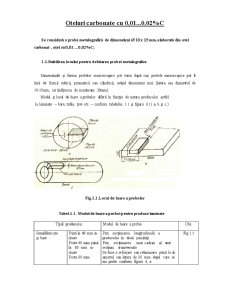
la laminate – bare, table, ţevi etc. – conform tabelului 1.1 şi figurii 6.1( a, b şi c.)
Fig.1.1.Locul de luare a probelor
Tabel.1.1. Modul de luare a probei pentru produse laminate
Tipul produsului Modul de luare a probei Obs.
Semifabricate şi bare Până la 40 mm in-clusiv
Peste 40 mm până la 80 mm in-clusiv
Peste 80 mm Prin secţionarea longi¬tudinală a produsului în două jumătăţi
Prin secţionarea unui cadran al unei sec¬ţiuni transversale
Se face o reforjare sau relaminare până la di-ametrul sau latura de 80 mm după care se iau probe conform fi¬gurii 6, a Fig.1.1
Table platbande şi benzi Până la 40 mm in-clusiv
Peste 40 mm Probă paralelipipedică ; se vor pregăti două feţe : în direcţia la¬minării şi perpendi¬cular pe această di¬recţie
Se vor lua probe de la 1/3 din lăţime ; se va secţiona produsul la jumătatea grosimii Fig.1.1
Produse în colaci Conform tipului şi di¬mensiunii produsului, după îndepărtarea prealabilă a primei spire de material -
Ţevi Prin secţionare longitu¬dinală Fig. 1.1
Semifabricate care înainte de lami-nare au fost găurite mecanic. Gro-simea peretelui de maximum 250 mm Se iau cinci probe de control ; dimensiunea fiecărei probe în di¬recţia radială este 1/5 din grosimea peretelui
1.2.Pregătirea probei
Modul de pregătire a probelor metalografice se alege de către exe¬cutant în condiţiile asigurării unei suprafeţe corespunzătoare pentru analiză. Suprafaţa pregătită a probelor nu trebuie să prezinte urme de lovituri şi zgârieturi, să fie plană, fără rotunjiri pe margini, imprimări sau corpuri străine introduse în timpul operaţiei de pregătire etc.
Obţinerea suprafeţelor plane a probeli se face prin pilire, frezare sau polizare. Dacă proba a fost tăiată cu ajutorul maşinilor-unelte sau cu ferăstrăul de mână, această fază de pregătire nu mai este necesară.
Şlefuirea suprafeţei se face cu materiale abrazive, şi anume :
— şlefuirea de degroşare se realizează la polizor, prin apăsare uşoară, folosindu-se discuri abrazive cu granulaţia 25...16 ;
— şlefuirea intermediară se face cu hârtie de şlefuit cu granulaţie crescândă în fineţe ; se utilizează un set de opt hârtii dispuse în ordinea granulaţiei : 20 ; 16 ; 10 ; M40 ; M28 ; M20 ; M14 ; M10 ;
— şlefuirea fină se face cu hârtie metalografică cu granulaţie cres¬cândă în fineţe, începând cu granulaţie M8.
Şlefuirea probelor metalografice se poate executa manual sau me¬canic cu ajutorul maşinilor de şlefuit.
Pentru şlefuirea manuală (intermediară sau fină) se fixează hârtia de şlefuit pe o placă metalică sau de sticlă, proba metalografică fiind mişcată prin apăsare de-a lungul hârtiei, numai într-o singură direcţie. Trecerea la o hârtie mai fină se face numai dacă, după spălarea suprafeţei cu apă, se constată că au dispărut toate rizurile şlefuirii anterioare.
Preview document














Conținut arhivă zip
- Deformarea Plastica si Ruperea Materialelor Metalice.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...
Te-ar putea interesa și

1.1. Introducere. Clasificare Ultrasunetele sunt oscilatii sau unde elastice care au frecvente mai mari de 1600...20000Hz si mai mici de KHz....

Proprietăţile metalelor şi aliajelor Între elementele chimice, metalele formează o grupă aparte, deosebindu-se substanţial de elemente nemetalice....

Materiale utilizate pentru constructia de masini,utilaje si instalatii in industria alimentara 1.INTRODUCERE Pe Terra, omul initial a fost...

Încercarea la tracţiune Cea mai importantă încercare mecanică a materialelor metalice şi nemetalice este încercarea la tracţiune. Rezultatele...

Temă de casă Să se realizeze procesul tehnologic al tratamentului termic aplicat oțelului C45 pentru realizarea semifabricatului ,,corp cilindric...

1.1. NOTIUNI FUNDAMENTALE ALE EMISIEI ACUSTICE A:FENOMENUL DE EMISIE ACUSTICA Emisia acustica este un ultrasunet generat natural, creat de...

1.Definitia.Producerea ultrasunetelor • Ultrasunetele sunt vibratii elastice care au frecventa mai mare decat frecventa maxima a oscilatiilor care...

METODE, TEHNICI ŞI APARATE DE ANALIZĂ A STRUCTURII MATERIALELOR Scopul lucrării: cunoaşterea metodelor de analize macroscopică şi microscopică a...