
Cuprins
- 1.Notiuni generale 3
- 1.1.Definitii si terminologie 3
- 1.2.Particularitatile procesului de solidifcare. 4
- 1.3 Proprietatile de turnare ale metalelor si aliajelor 5
- 2.Turnarea in forme vidate 7
- 3.Exemple de confectionare a formelor cu ajutorul tehnicii vidului 10
- 4.Bibliografie 17
Extras din proiect
1.Notiuni generale
1.1.Definitii si terminologie
Turnarea, ca procedeu tehnologic, este una din cele mai vechi metode de obtinere a pieselor prin punere in forma, dezvolate de om. Tunarea intervine intotdeauna ca metoda tehnologica distincta la materialele care sunt elaborate in stare lichida sau vascoasa. Impreuna cu lucrarile prin matritare si cu cele de formare prin sinterizare, sunt utilizate in mod nemijlocit la realizarea formei pieselor, spre deosebire de alte prelucrari, unde forma rezulta prin mijlocirea unor procedee tehnologice preliminare distincte (laminare, tragere, forjare libera, aschiere si microaschiere).
Prin turnare se pot realiza forme practic nelimitate, piese cu mase diverse, de la fractiuni de gram si pana la sute de tone, care isi gasesc utilizari in toate domeniile de activitate.
Procedeele de executie a pieselor prin turnare se remarca prin urmatoarele avantaje:
-permit realizarea de piese cu configuratii diverse, in clasele de precizie 6 16, cu suprafete de rugozitate: Ra=1,6 200µm;
-creeaza posibilitatea obtinerii de adaosuri de prelucrare minime (fata de forjarea libera sau prelucrarile prin aschiere);
-creeaza posibilitatea de automatizare complexa a procesului tehnologic, fapt ce permite repetabilitatea preciziei si a caracteristicilor mecanice, la toate loturile de piese de acelasi tip;
-permit obtinerea unei structuri uniforme a materialului piesei, fapt ce ii confera acesteia o rezistenta multidirectionala. In general, compactitatea, structura si rezistenta mecanica a pieselor turnate sunt inferioare pieselor similare realizate prin deformare plastica (deoarece acestea poseda o rezistenta unidirectionala, dupa directii preferentiale).
Dintre dezavantajele procedeelor de realizare a pieselor prin turnare, se pot enumera:
-consum mare de manopera, indeosebi la turnarea in forme temporare;
-costuri ridicate pentru materialele auxiliare;
-consum mare de energie pentru elaborarea si mentinerea materialelor in stare lichida la temperatura de turnare;
-necesita masuri eficiente contra poluarii mediului si pentru imbunatatirea conditiilor de munca.
Principalele denumiri cu care se opereaza :
Amestecul de formare este materialul din care se realizeaza interiorul formei de turnare (la turnarea in forme temporare), fiind compus din doua elemente: un material granulat, care are rolul de a se modela dupa configuratia modelului si de a umple rama de formare, si un liant, care confera rezistenta si stabilitate formei de turnare, permitand ulterior dezbaterea formei pentru extragerea piesei. Amestecul de formare trebuie sa aiba o buna refractaritate, pentru a rezista la contactul cu topitura, precum si o granulatie corespunzatoare, pentru a asigura etanseitate peretilor cavitatii formei.
Cavitatea formei asigura obtinerea piesei turnate la configuratia si dimensiunile dorite. Proiectarea geometriei cavitatii are in vedere dimensiunile finale ale piesei, particularitatile procesului tehnologic de turnare, contractia metalului turnat in timpul solidificarii si racirii, adaosurile de prelucrare pentru operatii de prelucrare dimensionala ulterioara. Sinonime: amprenta.
Forma de turnare este scula specifica procedeului tehnologic de turnare, care contine cavitatea de turnare, reteaua de turnare si canalele de evacuare a gazelor. Cu ajutorul ei se realizeaza configuratia, gabaritul si calitatea suprafetei piesei. Sinonime: cochila,matrita de injectie (la turnarea in forme permanente,turnarea sub presiune).
Formarea este denumirea generica a operatiilor prin care se realizeaza forma de turnare, acest termen se refera numai la realizarea formelor temporare si semipermanente, confectionate din amestecuri de formare. Formele permanente, de tipul matritelor si a cochilelor se realizeaza prin turnare sau forjare, urmate de prelucrari mecanice, tratamente termice si de suprafata.
Extragerea piesei denumeste operatia de scoatere a piesei solidificate din forma de turnare. Sinonime: dezbaterea – desemneaza operatia de distrugere a formei temporare si a miezurilor din piesa.
Miezul este o parte distincta a formei de turnare, cu ajutorul careia se obtin golurile interioare ale pieselor turnate. Miezurile pot fi permanente (la turnarea in matrite sau cochile) sau temporare (la turnarea in cochile sau in forme temporare). Formarea miezurilor se face cu ajutorul cutiilor de miez.
Modelul de turnatorie este o macheta tridimensionala care reproduce aproape identic piesa, marita corespunzator in functie de caracteristica de contractie la solidificare a materialului piesei si serveste in operatiile de formare.
Mulajul este un model intermediar (negativul formei piesei reale); serveste la realizarea modelului de turnatorie (pozitivul formei piesei).
Reteaua de turnare este partea tehnologica a cavitatii formei de turnare, care contine palnia de turnare, totalitatea canalelor de conducere a materialului lichid spre cavitatea piesei, precum si maselotele. Pentru fomarea retelei de turnare se utilizeaza modele.
Turnarea este denumirea generica a unei grupe de procedee tehnologice de realizare a pieselor semifabricat si/sau finite, care folosesc materiale in stare lichida sau lichido-vascoasa, cu care sunt umplute cavitatile unei forme speciale; piesa se obtine in urma solidificarii materialului.
1.2.Particularitatile procesului de solidificare
In functie de natura materialelor din care se confectioneaza piesele turnate exista de particularitati specifice ale procesului de solidificare.
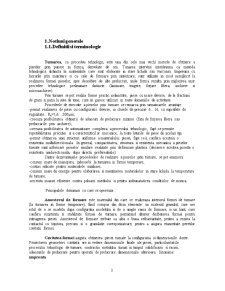
Metalele pure: solidificarea are loc cu formarea la exterior a unei cruste; frontul de solidificare este plan; macrostructura pieselor turnate din metale pure este columnara (fig.1).
Aliajele: solidificarea incepe cu formarea la exterior a unei zone cu cristale fine, datorite gradientului de temperatura ridicat, urmata spre interiorul piesei de o zona dendritica, si de una cu cristale mari, echiaxiale, in centrul piesei (fig.2).
Preview document
















Conținut arhivă zip
- Turnarea in Forme Vidate.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...
Te-ar putea interesa și

1. TEHNOLOGIA CLASICĂ DE FABRICAŢIE 1.1. Itinerarul tehnologic de realizare a piesei prin tehnologii clasice 1.1.1. Turnare sub vid Turnarea în...

1.Sa se proiecteze tehnologia neconventionala a piesei suport de roata de carucior,seria de fabricatie 40 buc. 2. Realizarea 3D a modelului...

1.1 Notiuni generale Din 1987 când a fost comercializata prima masina de fabricare rapida a prototipurilor (RP),prin stereolitografiere (SLA), au...

INTRODUCERE Proiectul este intitulat: Procesul tehnologic de elaborare a armăturilor. Am ales această lucrare din următoarele considerente:...

Dupa obtinerea si concentrarea minereurilor (procese ce se desfasoara in industria miniera), acestea sunt prelucrate in industria metalurgica in...

Abstract: Materialele compozite: - componente dispersate reciproc; - agregate de pulberi presate; - materiale compuse rezultate prin...

Cum ajuta robotizarea producatorii de componente auto din Romania 23 Metode si tehnologii de mare eficienta economica folosite în managementul...

1. Introducere Una dintre marile probleme ale vieţii moderne o constituie cea a colectării, stocării, neutralizării ori eliminării deşeurilor.Ea...