Extras din curs
În prezent 90% din piesele prelucrate în construcţia de maşini se realizează prin procedee de generare prin aşchiere.
În costul total al unui produs tehnic 10% reprezintă costul sculelor aşchietoare deoarece sculele:
- se fabrică din materiale rare, deficitare şi scumpe;
- au precizie ridicată;
- au rugozităţi scăzute;
- au forme complexe, dificil de obţinut tehnologic.
Pe plan mondial (Germania, Japonia, Anglia, Franţa) costul sculelor produse este de până la 2,5 de ori mai mare decât costul maşinilor-unelte produse. În SUA raportul este de 1:1 în condiţiile unui import masiv de scule aşchietoare.
În România anului 1989, 46% din valoarea producţiei în domeniul maşinilor-unelte o reprezenta sculele aşchietoare. În anul 1988, 65% din necesarul de scule aşchietoare se obţinea în întreprinderi specializate, 14% în sculării uzinale, iar 21% se importa. Din producţia de scule se exportă cca 15%.
În ţară există numeroase fabrici de scule: I.S.Râşnov, I.S.E.H.Focşani, I.M.F.Bucureşti, I.M.D.S.Sf. Gheorghe, I.S.D.Rădăuţi, I.S.Câmpulung Moldovenesc, I.Burghie Turnu Severin, I.S.Mărăşeşti etc.
În paralel cu procedeele de aşchiere se dezvoltă procedee neconvenţionale de prelucrare ca electroeroziunea, prelucrarea prin scântei, prelucrări anodo-mecanice etc. Acestea au un domeniu propriu de aplicabilitate şi nu vor înlocui aşchierea, cel puţin în viitorul apropiat, deoarece au productivităţi mai reduse, sunt energointensive şi nu se poate renunţa la tot parcul de maşini-unelte existente şi la experienţa acumulată în domeniul prelucrărilor prin aşchiere.
Se apreciază totuşi că ponderea prelucrărilor prin aşchiere va scădea în viitor prin perfecţionarea tehnologiilor primare ca turnarea, laminarea, deformarea plastică etc.
Se importă scule aşchietoare pentru roţi dinţate, pentru debitare, plăcuţe şi scule sinterizate, scule şi port-scule pentru maşini-unelte cu comandă numerică şi pentru maşini-unelte grele.
1.1. DEFINIŢIA, DESTINAŢIA ŞI STRUCTURA SCULELOR AŞCHIETOARE.
Scula aşchietoare este un organ de maşină de execuţie, respectiv o unealtă de mână sau un organ activ al unei maşini-unelte care îndepărtează adaosul de prelucrare sub formă de aşchii, generând suprafaţa prelucrată.
Diversitatea mare a formelor, dimensiunilor şi a materialelor pieselor, a procede-elor de prelucrare, a condiţiilor de precizie şi a caracterului producţiei a condus la apariţia unui număr mare de tipodimensiuni de scule aşchietoare.
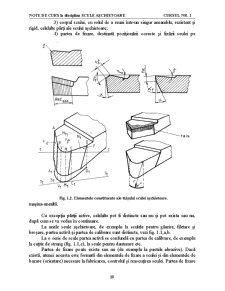
Scula aşchietoare îndeplineşte două funcţii de bază:
1) aşchiază un strat de material de o anumită grosime, depinzând de forma şi dimensiunile semifabricatului şi a piesei finite;
2) asigură obţinerea dimensiunilor şi a formei piesei în toleranţele prescrise, precum şi rugozitatea suprafeţelor piesei.
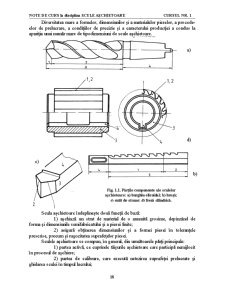
Sculele aşchietoare se compun, în general, din următoarele părţi principale:
1) partea activă, ce cuprinde tăişurile aşchietoare care participă nemijlocit în procesul de aşchiere;
2) partea de calibrare, care execută netezirea suprafeţei prelucrate şi ghidarea sculei în timpul lucrului;
Preview document

































































































Conținut arhivă zip
- Scule Aschietoare
- 004 Cursul nr[1]. 1 SA.doc
- 005 Cursul nr[1]. 2 SA.doc
- 006 Cursul nr[1]. 3 SA.doc
- 007 Cursul nr[1]. 4 SA.doc
- 007 Cursul nr[1]. 5 SA.doc
- 009 Cursul nr[1]. 6 SA.doc
- 010 Cursul nr[1]. 7 SA.doc
Alții au mai descărcat și

INTRODUCERE Exploatarea zăcămintelor de petrol din ţara noastră se face prin mai multe sisteme şi anume: erupţie naturală, erupţie artificială,...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

2. Rezumatul lucrării 2.1 Rezumat în limba română În această lucrare se compară două tehnologii (rectificarea de finisare clasică cu strunjirea...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere pe M.U....

1.1. PROIECTAREA DISPOZITIVELOR DE AMESTECARE Generalitati In aparatele destinate realizarii proceselor de amestecare, mediul primeste energie...

ARGUMENT Procedeele de reconditionare a pieselor prin lipire prezinta, sub aspectul eficientei economice, avantaje deosebite, rezultate din...

1. Setări iniţiale Această lucrare constitue doar prezentarea gradată a elementelor strict necesare învăţării comenzilor de lucru pentru...
Te-ar putea interesa și

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

CAPITOLUL 1.1 Generalitati privind actionarile hidraulice si pneumatice 1.1.1. Elemente specifice acţionarilor hidraulice si pneumatice...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

Din punct de vedere funcţional, piesa din figura este un pinion ce face parte dintr-o cutie de viteze a unei maşini unelte. Aceasta foloseşte la...

Introducere Calitatea înaltă a pieselor pentru masini si mecanisme poate fi asigurata folosind la prelucrarea lor masini-unelte corespunzatoare.Un...

1 DATE DESPRE PIESA SI SEMIFABRICAT 1.1 Rolul funcțional al piesei in subansamblul aferent Biela este organul mecanismului motor care transmite...
INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere pe M.U....

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere la M.U....