Extras din laborator
1. Obiectivele si necesitatea mecanizarii si automatizarii proceselor de sudare
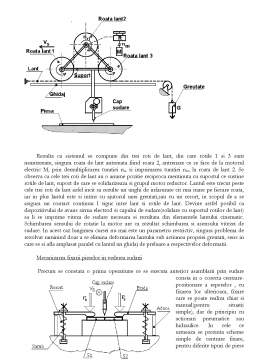
Procesele de asamblare prin sudare sunt deosebit de complexe, iar conditiile de stapinire si reproducere a acestora la productia de masa, serie mica si chiar unicate impune ca gestionarea sa se realizeze numai prin mecanizare si automatizare. Nu trebuie sa se piarda din vedere ca semifabricatele ce urmeaza a reliza piesa finita-anterior trecerii la operatia de asamblare prin sudare- trbuiesc a fi corect pozitionate, mentinute in pozitia respective pe durata asamblarii, dar chiar si aduse, prin miscari corespunzatoare in pozitii ce asigura o accesibilitate buna la piesa. Va rezulta astfel necesitatea prevederii unor scheme de centrare-pozitionare, cu aplicarea apoi si a fortelor de stringere si fixare in pozitia de lucru, sistem care sa asigure si sa mentina pe parcursul sudarii pozitia corecta a reperelor intre ele, dar si in raport cu masa de lucru. Se pun deci probleme de elemente care sa asigure atit orientarea componenteor de asamblat, dar si fixarea acestora in pozitia de centraj, pentru ca doar abia ulterior finalizarii operatiei de asamblare prin sudare sa se asigure eliberarea dupa masa de lucru a ansamblului, cu posibilitatea chiar si a evacuarii ansamblului sudat.
Dar aceste faze si operatii de centrare-fixare-evacuare trebuie sa se desfasoare dupa logica realizarii asamblarii prin sudare, asamblare ulterioara centrarii si fixarii, logica si succesiunea fazelor fiind stabilita si impusa prin schema de mecanizare si automatizare proiectata pe produsul respective. Dar nu trbuie sa se uite ca finalizarea ansamblului sudat se obtine doar in urma operatiilor complexe de asamblare prin sudare, find deci de coordonat si urmarit si fazele procesului de asamblare prin sudare. Doar abia dupa epuizarea si fazelor procesului de asmblare prin sudare se poate trece la faza mecanica de anulare a fortelor de stringere-fixare si se poate pune si problema evacuarii ansamblului sudat.
Dar si sub aspectul strict al desfasurarii proceselor de sudare se poate usor retine ca si aici apare problema gestionarii si a controlului unor faze de lucru care au o onumita logica si succesiune, care trebuie mentinuta si repetata identic pentru fiecare subansamblu de acelasi tip.
Se constata astfel ca atit fazele de lucru cu caracter mechanic(centrare, fixare, evacuare), cit si fazele de lucru legate de procesul de sudare propriu zis trbuie sa se desfasoare intr-o anumita succesiune si cu anumita intrepatrundere si interconditionare, intr-o perioada de timpi caracteristici,toate neputind fi realizate si controlate de catre operatorul uman, motiv pentru care se impune proiectarea si realizarea unei scheme complexe de mecanizare si automatizare, functie si de produsul realizat, performantele cerute, numar de bucati, factori economici, etc.
Nu trbuie sa se uite ca mecanizarea si automatizarea deplina se obtine doar incazul in care operatorul uman ajunge numai a porni si supraveghea desfasurarea ciclului complex de lucru, asa incit pornindu-se de la elementele componente ale viitorului ansamblu sudat sa rezulte, doar numai sub supraveghere, produsul final, asamblat. De mentionat ca doar in caz de avarie, defectiuni, dereglari, se poate interveni de catre operatorul uman, dar numai in sensul opririi totale a functionarii sistemului, in vederea remedierilor si a reglarilor corespunzatoare.
In aceste conditii de lucru impuse pentru a se realiza o mecanizare si automatizare a proceselor de sudare vor rezulta, obiectivele, ca si scopul si avantajele mecanizarii si automatizarii in productia sudata, astfel enumerindu-se doar citeva dintre acestea:
-pozitionarea, centrarea si fixarea in mod identic a tuturor reperelor viitorului subansamblu sudat;
-eliberarea operatorului uman de efort fizic, atit la centrare, fixare, transport, pozitionare in tipul fazelor de asamblare prin sudare dar si la evacuarea ansamblului sudat;
-realizarea unei productii uniforme, cu asamblari identice repetabile si controlabile;
-reducerea efortului fizic si nervos a operatorului uman, realzarea protectiei fata de activitati cu risc , ca urmare a situatiei ca operatorul are doar rol de supraveghere, cu interventii foarte rare si doar numai in situatii neprevazute;
-realizarea precisa a unor faze de lucru complexe, interdependente, cu desfasurare rapida, pe care un operator uman nici nu le poate coordona;
-asigurarea unei interoperativitati facile intre scheme mecanice, pneumatice, hidraulice, de actionari electrice, toate fiind coordinate de catre o schema electrica de comanda proiectata in baza logicii ciclurilor si fazelor de lucru corespunzatoare pentru ansamblul sudat de realizat;
Dar fata de diversitatea ansamblelor sudate de realizat, fata de conditiile tehnice impuse acestora, ca si fata de numarul de repere identice de realizat este evident ca solutia de mecanizare-automatizare pentru o piesa data, nu poate fi unica, important fiind ca schema si instalatia propusa sa fie cit mai simpla, dar si sa coste cit mai putin, punindu-se de fapt problema si a eficientei economice. Din cele expuse, constringerile si conditiile contradictorii ce se impugn pentru proiectarea unei scheme de mecanizare si automatizare pentru asamblarea prin sudare rezulta ca aceasta activitate nu este chiar facila, dar numai prin exercitiu si expierenta se poate tinde spre optim si perfectionare.
Preview document









Conținut arhivă zip
- Mecanizarea si Automatizarea Proceselor de Sudare.doc
Alții au mai descărcat și

Este important sa se determine si sa se identifice defectele îmbinarilor sudate si ale sudurilor deoarece acestea, nesesizate, pot produce...

Introducere Acţionarea reprezintă operaţiunea prin care se comandă şi se urmăreşte regimul de funcţionare al diverselor instalaţii de lucru sau...

Lucrarea de laborator nr.1 1. Cunoasterea operatiilor, a ştantelor şi matriţelor 1.1. Scopul lucrãrii. Lucrarea are drept scop sã prezinte...

1.1 OBIECTIVELE LUCRĂRII - Cunoașterea și însușirea tehnicii de realizare a schemei de proces pe operații. - Utilizarea schemei de proces pe...

1. Principiul procedeului. Caracteristici generale 1.1 Principiul procedeului Arcul se stabileşte între capătul sârmei electrod, introdusă...

• Introducere relatii Miscarea oscilatorie armonica rectilinie. Definitie: Un punct material executa o miscare oscilatorie armonica rectilinie...

13. ASAMBLARILE ELASTICE (ARCURILE) 13.1. Consideratii generale 13.1.1. Definitii Asamblarile elastice se realizeaza prin interpunerea pieselor...

CONtINUTUL SI STRUCTURA PROCESULUI TEHNOLOGIC DE ASAMBLARE 1.1. Locul asamblãrii în cadrul procesului tehnologic de fabricatie Locul asamblãrii...
Te-ar putea interesa și

1.1 Generalităţi Conductele magistrale sunt elemente funcţionând sub presiune ale sistemelor pentru transportul fluidelor de diverse naturi. Gaze,...

Opis Această lucrare cuprinde: - 16 figuri şi 31 tabele intercalate cu partea scrisă; - număr de pagini: 80; - 8 Fişe Tehnologice anexate; - 1...

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

CAPITOLUL I MECANIZAREA ŞI AUTOMATIZAREA PROCESELOR DE SUDARE 1.1. Generalităţi Tehnologia sudării ocupă pe plan mondial o pondere din ce în ce...

MASINA UNEALTA. DEFINITII Masina: Sistem tehnic alcatuit din corpuri solide, cu miscari relative determinate, servind la transformarea unei forme...

Cap.I MEMORIU EXPLICATIV 1.1 Procedee de sudare in mediu de gaz protector Dintre toate procedeele de sudare prin topire,cea mai larga aplicare in...

CAPITOLUL 1 DETERMINAREA PARAMETRILOR REGIMULUI DE SUDARE Ansamblul de sudat este alcătuit din două repere care se vor îmbina prin sudură de colţ...

Conform acestei metode- metoda bifazică aluatul se prepară în două faze: maia- aluat. În I fază se pregăteşte maia lichidă sărată (MLS) cu...