Extras din curs
CONtINUTUL SI STRUCTURA PROCESULUI
TEHNOLOGIC DE ASAMBLARE
1.1. Locul asamblãrii în cadrul procesului tehnologic de fabricatie
Locul asamblãrii în cadrul întregului proces de fabricatie îl prezentãm în figura 1.1. Ca
urmare a aparitiei si dezvoltãrii noilor procese tehnologice de mare productivitate, tot mai
accentuat se pune si problema cresterii eficacitãtii proceselor de asamblare, si în cadrul
acestuia si a proceselor de manipulare a materialelor si componentelor, care face obipectul
logisticii.
Fabricatie
Procese tehnologice
Materie primã Piese Asamblare
P tile componente tehnice ale proceselor ãr tehnologice
Prelucrare Transport Control Depozitare Ambalare Servicii
2.
Principalele metode de prelucrare
Realizarea Deformare Îndepãrtare de Asamblare Stratificare Modificarea
formelor plasticã material caracteristicilor
(aschiere) materialului
Fig.1.1. Locul asamblãrii în procesul de fabricatie
La proiectarea acestor procese trebuie tinut cont de urmãtoarele:
- cu cresterea planului de fabricatie creste proportional si cantitatea de materiale
utilizate,
- cresterea productivitãtii are ca urmare scãderea spatiilor de productie specifice si
aceasta poate avea ca urmare nedoritã aglomerarea proceselor de manipulare si ca rezultat
întreruperea procesului
Fluxul de materiale determinã amplasarea sectiilor si atelierelor de fabricatie si
asamblare. Analiza fluxurilor de materiale dovedeste cã cea mai mare cantitate de materiale(
componente ) trece prin sectiile de asamblare ande se definitiveazã procesul de fabricatie si
se obtsine produsul finit.
1.2.Organizarea sectiilor de asamblare
În constructia de masini, formele de organizare a asamblãrii sunt conditionate de
caracterul productiei si de particularitãtile constructive ale produsului respectiv. Astfel se pot
distinge formele de organizare a asamblãrii prezentate în figura 1.2.
3
ASAMBLARE
Stationarã
Ritm liber
Mobilã
Ritm impus
Cu miscare
continuã
Cu miscare
intermitentã
Fig.1.2. Formele de organizare a asamblãrii
1.2.1. Asamblarea stationarã : se caracterizeazã prin aceea cã produsul sau unitatea de
asamblare rãmâne la acelasi loc de muncã tot timpul procesului de asamblare.
În acest caz, asamblarea este consideratã cã are loc dintr-o singurã operatie, care se
executã de obicei de cãtre unul sau mai multi muncitori organizati pe echipe.
Asamblarea stationarã este indicatã în cazul productiei de unicate sau serie micã a
produselor cu gabarit relativ mare, pentru asamblarea prototipurilor. De regulã sculele,
dispozitivele si instrumentele de mãsurã sunt universale.
Acest sisteme de organizare a asamblãrii reclamã însã : suprafatã relativ mare pentru
operatia respectivã, o bunã logisticã a reperelor componente.
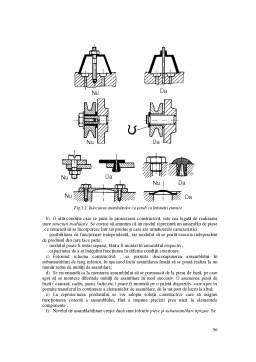
1.2.1.1. Asamblarea stationarã cu ritm liber, este caracterizatã în principal de faptul cã
timpii de operatie nu sunt fixati rigid, ci variazã în functie de necesarul de faze de asamblare ,
ajustare si de numãrul de muncitori.
Asamblarea stationarã cu ritm liber se utilizeazã de obicei, în cazul productiei de
unicate, la asamblarea prototipurilor. Produsul se asambleazã într-un loc fix ( fig.1.3) unde
echipa de muncitori este dotatã cu tot necesarul de scule si dispozitive universale.
3
Repere
Reperul de intrare Produsul
Fig.1.3. Asamblarea stationarã cu ritm liber :
1- reper de bazã, 2- rafturi pentru scule,
3- rafturi pentru piesele componente, 4-subansambluri
Dezavantajele asamblãrii stationare cu ritm liber sunt :
- livrarea neritmicã a produselor.
Preview document


































































Conținut arhivă zip
- Tehnologii si Echipamente de Asamblare.pdf
Alții au mai descărcat și

DIAGNOSTICAREA MECANISMULUI MOTOR Generalitati Schimbarea starii tehnice a mecanismului motor (piston, cilindru, biela, arbore motor, lagare...

1.ARGUMENT Automobilul este un vechicul rutier, carosat si suspendat pe roti care se deplaseaza prin mijlocul de propulsie propriu, in diferite...

Lucrarea de laborator nr.1 1. Cunoasterea operatiilor, a ştantelor şi matriţelor 1.1. Scopul lucrãrii. Lucrarea are drept scop sã prezinte...

1.1 OBIECTIVELE LUCRĂRII - Cunoașterea și însușirea tehnicii de realizare a schemei de proces pe operații. - Utilizarea schemei de proces pe...


1.1 Scopul lucrarii Scopul lucrarii este identificarea formelor de organizare a asamblarii in atelierele de productie unde se desfasoara lucrarile...

1. Obiectivele si necesitatea mecanizarii si automatizarii proceselor de sudare Procesele de asamblare prin sudare sunt deosebit de complexe, iar...

PROBLEMELE GENERALE ALE ORGANELOR DE MAŞINI 1.1.NOTIUNI GENERALE Numim maşini sistemele tehnice alcătuite din corpuri solide având mişcări...
Te-ar putea interesa și

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

Factori in evaluarea tarilor dezvoltate, au in vedere ca o mare parte din necesarul industriilor lor in cadrul competitiei tehnologice si economice...

Argument Întocmirea proiectului ajută la formarea capacităţii de folosire a infor-maţiilor de către viitorii absolvenţi pentru integrarea lor în...

Cap. 1: Date de identificare a firmei si activitatea curenta 1.NUMELE FİRMEİ: S.C TECH-BOLT S.A 2.CODUL UNİC DE ÎNREGİSTRARE: RO 14241661/...

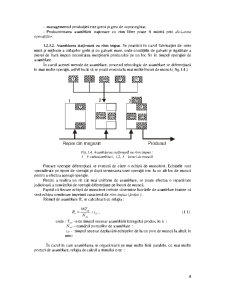
- Calculul necesarului de timp, Nt, pentru operaţia de termolipire, conform relaţiei: Nt = k ∙ tb (min) unde: k – coeficient al opririlor, având...

1. Date initiale. Generalitati. Notiuni introductive. Procesul de productie consta în totalitatea actiunilor care au ca rezultat transformarea...

B. PARTEA GRAFICĂ 1. Sistematzarea sectorului cu amplasarea utilajelor - 1 coală f A1 2. Elaborarea locului de muncă - 1 coală f A1 3. Fişa de...

1. Studiul produsului și analiza tehnologică a) Descrierea produsului Produsul este fabricat in cadrul firmei SC RDM SRL si este destinat...