Extras din licență
PARTEA I: PROIECTAREA PROCESULUI TEHNOLOGIC DE FABRICARE A REPERULUI
CAPITOLUL 1
ANALIZA DOCUMENTAŢIEI DE EXECUŢIE A PIESEI
1.1 Rolul funcţional al piesei
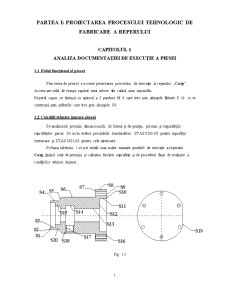
Prin tema de proiect s-a cerut proiectarea procesului de execuţie al reperului „Corp”.
Acesta are rolul de etanşa capătul unui arbore din cadrul unui ansamblu.
Reperul capac se fixează cu ajutorul a 3 şuruburi M 6 care trec prin alezajele filetate S 16 si se centrează prin ştifturile care trec prin alezajele S9.
1.2 Condiţii tehnice impuse piesei
Se analizează precizia dimensională, de formă şi de poziţie, precum şi rugozităţile suprafeţelor piesei. Se au în vedere precizările standardelor: STAS 8102-68 pentru suprafeţe exterioare şi STAS 8103-68 pentru cele interioare.
Pe baza tabelului 1 se pot stabili mai multe variante posibile de execuţie a reperului Corp, ţinând cont de precizia şi calitatea fiecărei suprafeţe şi de procedeul final de realizare a condiţiilor tehnice impuse.
Fig. 1.1.
Tabel 1.
Cod Suprafaţa/forma Dimensiunea Treaptă precizie Ra [μm] Toleranţa de formă/poziţie Alte caracteristici
S1 Conica exterioara 1x450 13 6.3
S2 Plana frontală 89 13 6.3
S3 Cilindrica interioara Ø38 13 6.3
S4 Cilindrică exterioară M45 13 6.3
S5 Conica exterioara 450 13 6.3
S6 Cilindrica exterioara Ø55
10 1.6
S7 Plana frontală 71 10 1.6 perpendicularitate faţă de P
S8 Cilindrica exterioara Ø78 13 6.3
S9 Cilindrica interioara 3x6.6 13 6.3
S10 Plana frontala 89 6 1.6
S11 Cilindrica interioara Ø500.1 13 6.3
S12 Plana frontala 11 13 6.3
S13 Cilindrica interioara Ø200.021 6 1.6 Baza de referinta P
S14 Suprafaţa complexa Ø30x14 13 6.3
S15 Cilindrică interioară Ø28 10 3.2
S16 Filet 3xM6 13 6.3
S17 Filet M12 13 6.3
S18 Suprafaţa complexa Ø20x1.5 13 6.3
S19 Plana 35 13 6.3
S20 Degajare 2 13 6,3
1.3 Caracteristicile materialului piesei
Reperul primit prin tema de proiect se va executa din Fc250 STAS 868-82, fontă cenuşie cu grafit lamelar turnată în piese. Fontele sunt aliaje ale fierului cu carbonul care conţin cantităţi însemnate de elemente însoţitoare , iar carbonul se află parţial liber, sub formă de grafit.
În construcţia de maşini şi utilaje se foloseşte frecvent fonta cenuşie, care prezintă comparativ cu oţelurile unele proprietăţi specifice care o fac de neînlocuit, proprietăţi ce depind însă şi de natura bazei metalice şi de cantitatea, forma şi distribuţia grafitului.
Compoziţia chimică este prezentată în tabelul următor:
Tabel 2
Simbol fontă C
% Mn
% Si
% P
% S
% Cr
% Ni
% Structură
Fc250 3.0-3.5 0.5-1.0 1.6-2.3 0.5-1.0 0.14-0.17 <0.2 max 0.30 P+F+Cg
P – perlită, F – ferită, Cg - grafit
Proprietăţile mecanice sunt următoarele:
Tabel 3
Marcă fontă Caracteristici mecanice minime
Rezistenţa la rupere Rm Rezistenţa la rupere prin încovoiere Ri Alungirea la rupere A Săgeata de încovoiere
F Rezistenţa la rupere prin compresiune Rcompr
Duritatea Brinell HB Modulul de elasticitate liniar
E
Fc250
N/mm2 % mm N/mm2 N/mm2 GN/mm2
160-270 320-400 - 2.0-6.5 600-830 170-210 95-120
Sunt fonte de a doua fuziune obţinute în cubilouri sau cuptoare electrice şi se toarnă direct în piese. Comparativ cu alte aliaje feroase, aceste fonte au caracteristici mecanice scăzute, prezentând în schimb rezistenţă bună, mai ales la rupere şi compresiune, cu o capacitate mare de amortizare a vibraţiilor şi duritate relativ mare.
Cu cât rezistenţa la rupere este mai mare iar duritatea este mai mică, cu atât calitatea fontei este mai bună. Rezistenţa la rupere a fontelor este cu atât mai mare cu cât fonta conţine mai multă perlită şi are grafitul mai fin şi uniform distribuit. Rezistenţa la coroziune a fontelor cenuşii creşte cu finisarea grafitului şi micşorarea cantităţii de grafit, cât şi prin adaosuri de Cu, Ni şi Cr. Rezistenţa la şoc termic este inferioară altor fonte.
Bibliografie
1. Abrudeanu.M, Ştiinţa materialelor, Ed Univ. din Piteşti, vol I, 1997 şi vol II, 1999;
2. Banu I., Anghel D., Elemente de proiectarea şi verificarea proceselor de fabricaţie, Ed. Univ. din Piteşti, 2002;
3. Chiriţă Gh., Toleranţe şi ajustaje, Ed. Univ. din Piteşti, 1999;
4. Enache Ştefănuţă, Proiectarea formei pieselor, Editura Tehnică, Bucureşti, 1980;
5. Gavrilaş I., Tehnologia pieselor tip arbore, bucşă şi disc pe maşini unelte clasice şi cu comandă program, E.T.Bucureşti, 1975;
6. Iacomi D., Proiectarea sculelor aşchietoare, vol I, Ed. Univ. din Pieşti, 1999;
7. Picoş Constantin, ş.a, Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere, vol I, Editura Universitas, Chişinău, 1992;
8. Picoş Constantin, ş.a, Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere, vol II, Editura Universitas, Chişinău, 1992;
9. Picoş Constantin, ş.a, Normarea tehnică pentru prelucrări prin aşchiere, vol I, Editura Tehnică, Bucureşti, 1979;
10. Picoş Constantin, ş.a, Normarea tehnică pentru prelucrări prin aşchiere, vol II, Editura Tehnică, Bucureşti, 1982;
11. *** STAS-uri, grupa U10;
12. Tache V. Ungureanu I., Construcţia şi exploatarea dispozitevelor, Editura Didactică şi Pedagogică, Bucureşti, 1982;
13. Tache V. Ungureanu I., Stroe C., Proiectarea dispozitivelor pentru maşini unelte, E.T.Bucureşti, 1995;
14. Vlase A., ş.a, Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp, vol I, Editura Tehnică, Bucureşti, 1983;
15. Vlase A., ş.a, Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp, vol I, Editura Tehnică, Bucureşti, 1985;
16. Vucu I., Tehnologia construcţiei de maşini, Partea a 2-a, Proiectarea proceselor tehnologice, Ed.Univ. din Piteşti, 1998.
Preview document
















































































Conținut arhivă zip
- Proiectarea procesului tehnologic de fabricare a reperului.doc
Alții au mai descărcat și

Analizând desenul de execuție vedem că avem de proiectat procesul tehnologic a unei scule de tip Freză frontală, cod CT.2407-03 cu o lungime de 190...

1.Memoriu de prezentare 1.1 Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare...

1.Introducere Notiunea de robot dateaza de peste 4 mii de ani. Omul si-a imaginat dispozitive mecanizate inteligente care sa preia o parte...

PROBLEME ALE DINAMICII ROTORILOR 1. INTRODUCERE Dinamica rotorilor s-a conturat ca o disciplină aparte pe măsură ce s-a recunoscut importanţa...

Fonta cenuşie perlitică cu grafit lamelar este o fontă de turnătorie,un aliaj al fierului cu carbonul, în care carbonul se găsește sub formă...


Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

REZUMAT Prezenta lucrare este formată din două părți, o parte tehnică și o parte economico-managerială. În partea tehnică a lucrării, intitulată...

INTRODUCERE Stagilul de practică pentru lucrare de licenţă l-am efectuat în cadrul laboratorului de Tehnologia Fabricării Produselor de la...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

INTRODUCERE Exploatarea zăcămintelor de petrol din ţara noastră se face prin mai multe sisteme şi anume: erupţie naturală, erupţie artificială,...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

CAPITOLUL I Proces si sistem de productie pentru reperul Capac cu suport 1.1 Date initiale -Obiectiv principal: introducerea unei noi...

Capitolul 1. Obiectivul caietului de sarcini Aceste instrucţiuni au fost redactate pentru siguranţa utilizatorilor conform prezentelor...

PARTEA I PROCES SI SISTEM DE PRODUCTIE PENTRU PRODUSUL CARCASA MEMORIUL TEHNICO – ECONOMIC CAPITOLUL 1 DATE INITIALE GENERALE Proiectarea...