Extras din proiect
1.Alegerea tipului constructiv de cutit profilat functie de caracteristicile suprafetei de prelucrat (suprafata exterioara sau interioara, latimea profilului, precizia dimensionala si calitatea suprafetei) si masina unealta pe care se va face prelucrarea.
Suprafata de prelucrat este suprafata profilata exterioara , cu latime mijlocie a profilului, de 18mm, prelucrarea este o prelucrare de degosare, precizia si calitatea suprafetei fiind scazute.
Tinand cont de aceste caracteristici, se alege ca scula aschietoare cutitul profilat disc.Aceste cutite au urmatoarele caracteristici:
Avantaje:
-se folosesc pentru strunjirea exterioara sau interioara a profilelor cu latimea mica si mijlocie (max 30mm);
-ocupa un spatiu relativ mic;
-pot fi montate mai multe pe un suport;
-fixare mai sigura decat a cutitelor prismatice;
-au cea mai mare rezerva de reascutire dintre toate tipurile de cutite.
Dezavantaje:
-pozitionarea varfului cutitului fata de axa piesei, in urma reascutirilor repetate, fiind mai putin precisa.
Masina pe care va lucra cutitul este strung normal.
2.Alegerea materialului cutitului si stabilirea tratamentului termic al acestuia.
In general, un material destiant confectionarii unei scule aschietoare trebuie sa aiba urmatoarele proprietati de baza:
-duritate superioara duritatii materialului de prelucrat;
-stabilitate termica;
-rezistenta la uzura la rece si la cald;
-calitati mecanice superioare la rece si in stare incalzita;
-o buna prelucrabilitate si un pret de cost scazut.
Mentinerea constanta a stabilitatii functionale a taisului cat si asigurarea unei rezistente si rigiditate ridicate a corpului si partii de fixare a sculei sunt conditii esentiale pt acest tip de cutite, conditii ce nu se pot realiza decat utilizand un material cu proprietati corespunzatoare.
Datorita latimii mari de aschiere, in timpul strunjirii profilate se ating temperaturi de aschiere mari, ceea ce impune ca materialul partii active sa aiba o stabilitate termica ridicata.
La alegerea materialului trebuie luat in consideratie pretul de cost al acestuia.De cate ori este posibil, se vor folosi materiale de inlocuire pentru partea activa si materiale mai ieftine pentru corp si partea de fixare.
Se recomanda ca pentru partea activa a cutitelor profilate sa se foloseasca otelul rapid RP3, care are urmatoarea compozitie chimica:
Material Compozitie chimica
C Mn Si Cr Mo W V ρ
RP3 0.70-0.78% Max 0.40% Max 0.45% 3.80-4.50% Max 0.60% 17.5-18.5% 1.00-1.20% 8.7 g/cm3
Indicatii privind deformarea plastica la cald, tratamentul termic si duritatea otelului rapid RP3:
Marca otel Forjare sau laminare Recoacere de imnuiere Calire Revenire
Temperatura Duritate Temperatura Mediu racire Temperatura Duritate
RP3 1150-900 820-850 240-300 1120-1240 Ulei 560-580 64 HRC
Diagrama de tratament termic:
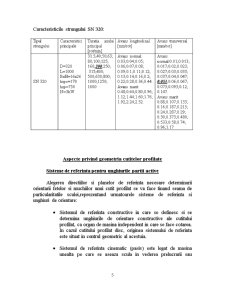
3.Stabilirea regimului de aschiere, calculul fortelor si al puterii de aschiere, alegerea masinii unelte pe care va lucra cutitul profilat.
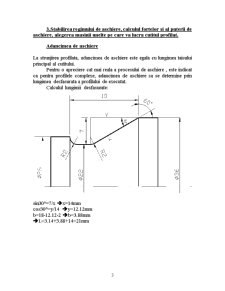
Adancimea de aschiere
La strunjirea profilata, adancimea de aschiere este egala cu lungimea taisului principal al cutitului.
Pentru o apreciere cat mai reala a procesului de aschiere , este indicat ca pentru profilele complexe, adancimea de aschiere sa se determine prin lungimea desfasurata a profilului de executat.
Calculul lungimii desfasurate:
Preview document













Conținut arhivă zip
- Scule Aschietoare.doc
Alții au mai descărcat și


Caiet de practică Executarea lucrărilor de tencuială , zugrăveală şi vopsitorii Tencuiala este stratul de finisaj aplicat pe suprafaţa brută a...

Număr de ordine: 37 1. Date iniţiale : - grosime placă : hpl= 16 cm - înălţime nivel : Hnivel = 2.80 m - dimensiuni în plan a plăcii : 3.95 x...

1.3 Coordonarea modulară şi toleranţele Coordonarea dimensională în construcţii reprezintă metoda de stabilire a dimensiunilor şi poziţiilor...

1. OBIECTUL TEMEI Obiectul temei reprezintă modelarea fizică a fenomenului de convecţie forţată în interiorul conductelor circulare. Se va modela...
Te-ar putea interesa și

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

CAPITOLUL 1.1 Generalitati privind actionarile hidraulice si pneumatice 1.1.1. Elemente specifice acţionarilor hidraulice si pneumatice...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

Din punct de vedere funcţional, piesa din figura este un pinion ce face parte dintr-o cutie de viteze a unei maşini unelte. Aceasta foloseşte la...

Introducere Calitatea înaltă a pieselor pentru masini si mecanisme poate fi asigurata folosind la prelucrarea lor masini-unelte corespunzatoare.Un...

1 DATE DESPRE PIESA SI SEMIFABRICAT 1.1 Rolul funcțional al piesei in subansamblul aferent Biela este organul mecanismului motor care transmite...

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere pe M.U....

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere la M.U....