
Cuprins
- 1. Operaţia pentru care se proiectează dispozitivul (frezare canal pana) 4
- 1.1Schiţa operaţiei 4
- 1.2Datele iniţiale necesare proiectării dispozitivului: maşina-unealtă; scule; regim de lucru; forte de aşchiere 5
- 1.2.1. Proprietatile mecanice ale materialului piesei de prelucrat 5
- 1.2.2. Stadiul de prelucrare a piesei pana la operatia pentru care se proiecteaza dispozitivul 5
- 1.2.3. Elementele operatiei pentru care se proiecteaza dispozitivul 6
- 2.Stabilirea variantei optime de orientare a piesei in dispozitiv 9
- 2.1. Stabilirea cotelor de realizat pe piesa si a bazelor de cotare 9
- 2.2 Stabilirea variantelor de orientare (se foloseşte schiţa operaţiei si un tabel centralizator) 9
- 2.3 Stabilire variantelor care satisfac cerinţele tehnice pe baza calculului erorilor de orientare 10
- 2.3.1.Eroarea maxima admisa 10
- 2.3.2. Erorile de orientare a semifabricatului in dispozitiv 10
- 2.4 Stabilirea sistemului bazelor de orientare a piesei la prelucrat si a elementelor de orientare 13
- 2.5Stabilirea variantei optime de orientare 13
- 3. Stabilirea fixării piesei pentru varianta optimă de orientare. Calculul forţelor de strângere 14
- 4. Proiectarea ansamblului dipozitivului 15
- 4.1 Proiectarea reazemelor 15
- 4.2 Proiectarea sistemului de fixare a piesei 19
- 4.3 Proiectarea celorlalte elemente din structura dispozitivului : corp ; elemente de legătură cu maşina-unealtă ;elemente de ghidare a sculei 21
- 4.4 Alegerea materialului pentru elementele dispozitivului 26
- 4.5 Analiza ergonomicitaţii dispozitivului proiectat 27
- 4.6 Măsuri de protecţie la utilizarea dispozitivului 30
- Bibliografie 31
Extras din proiect
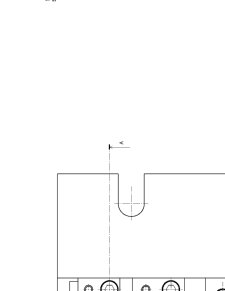
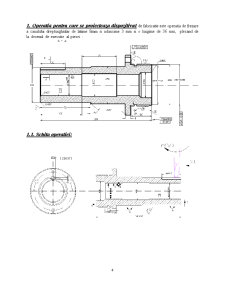
1. Operatia pentru care se proiecteaza dispozitivul de fabricatie este operatia de frezare a canalului dreptunghiular de latime 8mm si adancime 3 mm si o lungime de 36 mm, plecand de la desenul de executie al piesei :
1.1. Schita operatiei:
1.2. Date initiale necesare proiectarii dispozitivului:
1.2.1. Proprietatile mecanice ale materialului piesei de prelucrat
Materialul din care este executată piesa este: 21MoMnCr12:[ISD 1]
Conform STAS 791 – 88 materialul prezintă urmatoarele caracteristici:
Tipul otelului
Marca otelului C Mn Cr Mo Ni S P Alte elemente
Cr-Mo 21MoMnCr12 0.18-
0.24 0.8-
1.2 1.0-
1.40 0.20-0.30 - 0.02 –
0.04 0.035 -
Marca de otel Diam.probei de referinţă
mm Tratamentul termic Limita de curgere Rpo2
N/mm2 Rezistenţa la rupere
Rm, N/mm2 Alungirea As% min Energia de rupere
J min Duritatea Brinell in stare recoapta HB max
21MoMnCr 12 16 CR 880 1080 8 6 R+217
1.2.2. Stadiul de prelucrare a piesei pana la operatia pentru care se proiecteaza dispozitivul
1.2.3. Elementele operatiei pentru care se proiecteaza dispozitivul
Elementele operatiei care trebuie cunoscute pentru proiectarea dispozitivului sunt: fazele operatiei, masina unealta utilizata, sculele utilizate, regimul de aschiere, fortele de aschiere.
A. Fazele operatiei sunt:
- frezare canal
Operatia se realizeaza intr-o singura faza.
B. Masina-unealta: :[VLA 1 pag222]
Prelucrarea se face pe o masina de frezat universal FU 350X1850 cu urmatoarele caracteristici:
Caracteristici FU32
Dimensiunile mesei, mm 320X1250
Cursele maşinii pe direcţie longitudinala, trasversală şi repectiv verticală 700X250X370
Gama de turaţii ale axului principal rot/min 30; 37,5; 47.5; 60; 75;95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1100; 1500.
Gama de avansuri, mm/min 19; 23,5; 47.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950.
Puterea motorului principal, kw 7,5
Distanţa minimă si maximă dintre suprafaţa batiului şi mijlocul mesei 210-460
Lăţimea canalelor T 18
Numărul de canale T şi distanţa dintre ele 3 canale la 70mm
Bibliografie
Vlase A. s.a. – Tehnologii de prelucrare pe masini de frezat, 1993
Tache V. s.a. – Indrumar de proiectare a dispozitivelor, 1980
Chirita Gheorghe.s.a – Tolerante si ajustaje , Editura Universitatii din
Pitesti , 2005
Preview document


























Conținut arhivă zip
- Dispozitive Tehnologice
- desen final.pdf
- proiect.doc
Alții au mai descărcat și

Sa se proiecteze o brosa cilindrica D=40,3 H7x22mm.Materialul piesei este OL60. Bibliografie : 1.Secara Gh.,Proiectarea sculelor aschietoare...

Introducere Încercările mecanice practicate în prezent pe plan mondial în sudarea metalelor, pentru îmbinări sudate şi pentru metal depus, sunt...

Să se proiecteze un dispozitiv special în faza de documentaţie de execuţie, pentru prinderea piesei din figura de mai jos, la prelucrarea prin...

A. Stabilirea datelor necesare proiectării dispozitivului A.1. Proprietăţile mecanice ale materialului piesei de prelucrat Proprietăţile mecanice...

Să se proiecteze un dispozitiv special în faza de documentaţie de execuţie, pentru prinderea piesei din desenul de mai jos, la prelucrarea prin...

Tema proiectului Să se proiecteze un dispozitiv special in faza de documentaţie de executie, pentru prinderea semifabricatului din figura de mai...

ETAPA a-I-a 1. Studiul desenului de executie Analizind desenul de executie al piesei propuse pentru realizare se constata urmatoarele : •...

E1. ANALIZA TEMEI DE PRIECTARE. INFORMAREA INIŢIALĂ. STABILIREA DATELOR INIŢIALE F1.1. Analiza temei de proiectare Se cere proiectarea unui...
Te-ar putea interesa și

Cap 1 CINEMATICA PRESELOR ACTIONATE HIDRAULIC ( FUNCTIONARE ) Principiul de funcționare a preselor hidraulice se bazează pe legea propagării...

Întreprinderea Stromacom S.R.L. a fost fondată în anul 2001 de proprietarul Vladimir Tanciuc. Ea se află pe strada Ştefan cel Mare, 170....

PARTEA I PROCES SI SISTEM DE PRODUCTIE PENTRU PRODUSUL CARCASA MEMORIUL TEHNICO – ECONOMIC CAPITOLUL 1 DATE INITIALE GENERALE Proiectarea...

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

INTRODUCERE Tehnologiile de fabricare a pieselor prin deformare plastică la rece au un domeniu foarte larg de aplicare ca urmare a multiplelor...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

GENERALITATI Utilajele de tip coloana sunt utilaje dipuse pe verticala, pentru care este valabila una din relatiile : - H < 10 m, daca H/D 5 ;...

Capitolul I . Analiza temei de proiect. Investigarea soluţiilor posibile 1. Analiza cerinţelor temei de proiect Prin tema de proiect se cere să...