
Extras din proiect
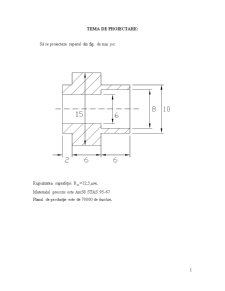
Să se proiecteze reperul din fig. de mai jos:
Rugozitatea suprafeţei R =12,5 µm.
Materialul prescris este Am58 STAS 95-67.
Planul de producţie este de 70000 de buc/an.
1. Alegerea strungului automat
Analizînd tehnologic desenul piesei, rezultă că, pentru realizarea acesteia sunt necesare următoarele prelucrări principale: strunjiri longitudinale, strunjiri de degajări şi profilare transversală, centruire, cinci burghieri succesive, retezare.
Se observă că, din totalul sculelor necesare pentru prelucrare, cinci trebuie să fie coaxiale cu bare( cinci burghie), scule care se pot fixa numai in capul revolver al unui strung automat cu cap revolver.
Ţinînd cont de toate acestea, cît si de dimensiunile piesei, din categoria strungurilor automate cu cap revolver se alege strungul SARO-16.
Pentru a stabili numărul de strunguri automate de tip SARO-16 necesare realizării planului de producţie, se va determina durata necesară a ciclului de lucru Tc nec.
Pentru aceasta se va stabili mai întai planul de producţie lunar:
Pl = = =5834 [buc/lună]
Durata necesară a ciclului de lucru este dată de relaţia urmatoare, unde în urma înlocuirilor rezultă:
Tcnec= [min]
Productivitatea necesară a automatului penru realizarea planului de producţie lunar este:
Qnec= =0,306 [buc/min]
Deoarece productivitatea strungului SARO-16 este între (0,3.....20)buc/min, rezultă că planul de producţie poate fi realizat pe un singur strung automat, cu o încărcare completă a automatului.
2. Alegerea semifabricatului
Dimensiunile piesei impun alegerea următorului semifabricat: bară rotundă trasă Φ 16 TAS 291/67 Am58- STAS 95-67, cu lungimi de livrare de (1...5) m.
Lungimea semifabricatului necesar pentru o piesă, se calculează cu relaţia:
ll=lp+br+af=14+2,5+0=16,5[mm]
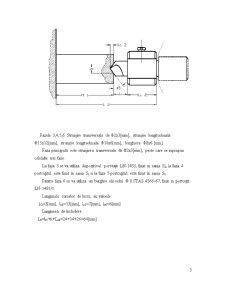
3. Stabilirea succesiunii şi suprapunerii fazelor necesare prelucrării şi a parametrilor regimului de aşchiere
Pe baza posibilităţilor tehnologice pe care le asigură cele cinci sănii transversale şi sania capului revolver cît şi dispozitivul de burghiere rapidă se stabilesc fazele de prelucrare din tabelul 3.1
Nr.
fazei Denumirea fazei Sania Pozitia Regimuri de aschiere alese
S
(mm/rot) V
(m/min) NAP
(rot/min)
1 Avansul materialului, tamponare CR I - - 2437
2 Centruire CR II 0,15 91,5 2437
3 Strunjire transversala Φ10x3 mm S2 III 0,10 145 2437
4 Strunjire longitudinala Φ15x12 mm S1 0,10 137 2437
5 Strunjire longitudinala Φ10x6 mm S1 0.10 122 2437
6 Burghiere Φ8x6mm Cr IV 0,15 77 2437
7 Burghiere Φ6x8 mm Cr V 0,10 61 2437
8 Retezare S3 0,04 84 2437
Preview document








Conținut arhivă zip
- SARO-16.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

CAP. I. DESCRIEREA SOCIETATII COMERCIALE SI POZITIA FATA DE PIATA 1.1 ÎNFIINTARE SI STATUT JURIDIC Societatea comerciala S.C CILINDRUL S.A....

CAP. 1. TURISMUL, COMPONENTĂ A VIEŢII MODERNE Civilizaţia de astăzi, dorinţa şi modul de a călători sunt strâns legate de deplasarea oamenilor în...

CAPITOLO I –VITA E OPERA DI LUIGI PIRANDELLO I. 1. Introduzione nel mondo pirandelliana Di Luigi Pirandello si è tantissimo scritto e se ne...

I. PREZENTAREA COMPANIEI Royal Dutch Shell plc, cunoscută de publicul larg ca Shell, este o companie multinaţională ce activează in industria...

1. Memoriu tehnic 1.1. Analiza desenului de executie Desenul reprezinta un racord mufa obtinut din semifabricat laminat hexagonal, rezultat în...

Reprezinta una din cele mai numeroase categorii de masini automate, asigura prelucrarea pieselor de revolutie, cu dimensiuni reduse si mijlocii....

Scurt istoric al oraşului Municipiul Târgovişte este reşedinţa judeţului Dâmboviţa din anul 1968. Atestarea documentară apare târziu, într-un...

Tema proiectului Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din figura pentru o producţie de serie mica. 1....