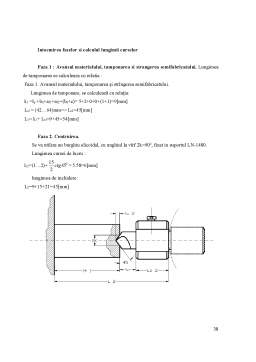
Extras din proiect
Tema proiectului
Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din figura pentru o producţie de serie mica.
1. Analiza desenului de execuţie
1.1. Cotarea tehnologică
- Desenul cuprinde toate datele necesare executării acestui reper;
- Dessenul ofera informatii despre fiecare suprafata a piesei, despre pozitiile reciproce ale acestor suprafete si despre precizia de executie a acestora
- aceste date privesc constituţia reperului, forma, dimensiunile, toleranţele, gradul de finisare, materialul şi alţi parametri necesari execuţiei sau verificării produsului;
- numărul de cote este minim şi totodată suficient pentru execuţia şi verificarea produsului;
- s-a evitat plasarea cotelor în aşa fel încât să se formeze un lanţ de dimensiuni închis
- tolerare la cote libere mS STAS 276-1
- suprafetele ce alcatuiesc piesa sunt tehnologice ele putand fi executate pe masini inelte universale
1.2. Analiza dimensiunii piesei
- din examinarea desenului de execuţie al piesei rezultă că forma constructivă asigură prelucrarea în condiţii favorabile. Forma este optimă şi asigură o prelucrare cu un volum minim de muncă şi respectarea condiţiilor de precizie dimensionale şi starea suprafeţei;
- forma constructivă a piesei asigură acesteia o rigiditate corespunzătoare;
- suprafeţele piesei care urmează a fi prelucrate prin aşchiere sunt uşor accesibile şi pot fi prelucrate cu scule obişnuite;
ANALIZA MATERIALULUI PIESEI
Piesa se executa din otel laminat :
- marca OLC45 STAS 880-88
GOST 10 1050-60
Caracteristici tehnice :
- rezistenta la rupere : Rm=620 760N/mm2
- limita de curgere : Rp0.2=370 N/mm2
- alungirea la rupere : A5=17%
- duritate : HB=137 220
Tratamente termice :calire +doua reveniri inalte.
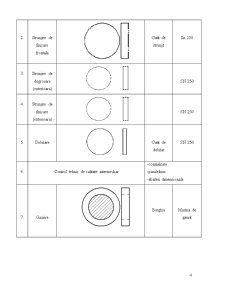
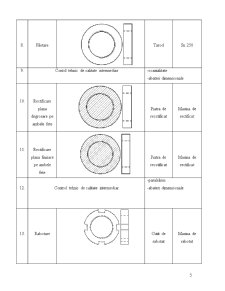
Stabilirea succesiuni de prelucrare prin aschiere a unui inel
Preview document









































Conținut arhivă zip
- Conceptia si Managementul Tehnologiilor de Fabricatie.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

1. SISTEME DE FABRICAŢIE Conceptul de sistem apare în formă embrionară în filosofia antică greacă. Afirmând că „întregul este mai mult decât suma...

Introducere Mediul economic din țara noastră, ca de altfel din întreaga lume, este în prezent foarte agresiv sub aspectul concurenței și total...

CAPITOLUL 1 Managementul cercetării-dezvoltării (C & D) 1.1 Inventarul tehnologiilor întreprinderilor 1.2 Estimarea potenţialului de...

1. INTRODUCERE Investigarea realitatii economice necesita un demers specific care integreaza viziunea clasica bazata pe cunoasterea relatiilor de...

CAPITOLUL I FUNDAMENTELE TEORETICE ALE STRATEGIILOR ŞI POLITICILOR FIRMEI Succesul organizaţiilor contemporane, indiferent de natura şi mărimea...

Memoriu justificativ În România, schimbările de ansamblu pe plan politic au avut implicaţii imediate asupra domeniului economic şi industrial....

INTRODUCERE ÎN MERCEOLOGIA PRODUSELOR ALIMENTARE Merceologia este stiinta care studiazÎ valorile de întrebuintare ale mÎrfurilor. AceastÎ stiintÎ...

TEMA PROIECTULUI 1. Analiza desenului de executie Sa se proiecteze procesul tehnologic pentru realizarea prin prelucrări mecanice a reperului din...