
Cuprins
- TEMA PROIECTULUI - 2 -
- 1. Analiza desenului de executie - 2 -
- 1.1 Verificarea desenului de executie - 3 -
- 1.2 Verificarea tehnologicitătii piesei - 3 -
- 1.3 Alegerea semifabricatului - 3 -
- 2. Succesiunea operatiilor si fazelor de prelucrare - 3 -
- 3. Determinarea adaosului de prelucrare si a dimensiunilor intermediare - 3 -
- 3.1. Pentru suprafata - 3 -
- 3.2. Pentru suprafata - 3 -
- 3.3. Pentru suprafata - 3 -
- 3.4. Pentru suprafata - 3 -
- 4. Proiectare si verificarea regimurilor de aschiere - 3 -
- 4.1. Pentru suprafata cilindrica exterioara: [mm]. - 3 -
- 4.2. Pentru suprafata cilindrica exterioara: [mm]. - 3 -
- 4.3. Pentru suprafata cilindrica exterioara: [mm]. - 3 -
- 4.4. Pentru centruire - 3 -
- 4.5. Pentru frezarea simultana la ambele capete - 3 -
- 5. Normarea tehnica - 3 -
- Operatia 1. Debitarea - 3 -
- Operatia 2. Frezarea si centruire - 3 -
- Operatia 3. Strunjirea de degrosare - 3 -
- Operatia 4. Strunjirea de finisare - 3 -
- Operatia 5. Găurirea - 3 -
- Operatia 6. Rectificarea de degrosare - 3 -
- Operatia 7. Rectificarea de finisare - 3 -
- Norma de timp totala - 3 -
- 6. Criterii de alegere a variantei tehnico economice - 3 -
- 6.1. Coeficientul timpului de baza - 3 -
- 6.2. Coeficientul de continuitate in functionare a masinii unelte - 3 -
- 6.3. Coeficientul de utilizare a materialului - 3 -
- 6.4. Productivitatea muncii - 3 -
Extras din proiect
TEMA PROIECTULUI
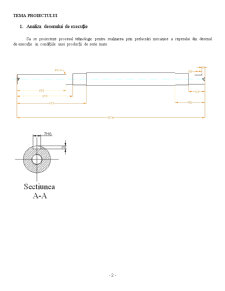
1. Analiza desenului de executie
Sa se proiecteze procesul tehnologic pentru realizarea prin prelucrări mecanice a reperului din desenul de executie in conditiile unei productii de serie mare.
1.1 Verificarea desenului de executie
Desenul oferă informatii despre fiecare suprafata a piesei, despre pozitiile reciproce ale acestor suprafete si despre precizia de executie a acestora.
1.2 Verificarea tehnologicitătii piesei
Piesa data prin tema prezintă o tehnologicitate medie, având in vedere ca se executa doua găuri filetate printr-o suprafata cilindrica, doua canale de pana, precizie destul de ridicata, diametre exterioare in treapta de precizie h, rugozitatea Ra =0.8 [m], conditii de coaxialitate.
1.3 Alegerea semifabricatului
Piesa se executa din otel laminat :
- marca OLC45 STAS 880-88
Compozitie chimica OLC 45:
C=(0.42÷0.50)% Pmax=0.040%
Mn=(0.50÷0.80)% Smax=0.010%
Si=(0.17÷0.37)% Nimax=0.30%
Crmax=0.30% Asmax=0.05% Crmax=0.30%
Caracteristici mecanice pentru OLC 45 –
- rezistenta la tractiune σr = 66 kgf/mm2 τc = 0.58•σc
- limita de curgere σ0.2 = 40 kgf/mm2 τrf = 0.8•σr
- alungirea la rupere δr = 17%
- gâtuirea la rupere z = 35 %
- duritate Brinell max. HB =220
Procedee de prelucrare si conditiile procesului:
- strunjire interioara sau exterioara
- viteze de aschiere foarte mari, avansuri mici
- utilizarea conditionată de o structura buna a materialului, fără incluziuni de zgura si retusuri fără întreruperi
- in sist. tehnologice fără vibratii se poate obtine o precizie dimensionala foarte înaltă si o netezime a suprafetei foarte fine.
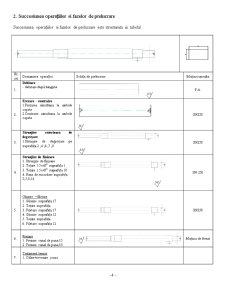
2. Succesiunea operatiilor si fazelor de prelucrare
Succesiunea operatiilor si fazelor de prelucrare este structurata in tabelul :
Nr.
crt. Denumirea operatiei Schita de prelucrare Masina unealta
1. Debitare
- debitare după lungime
F.A.
2. Frezare - centruire
1.Frezarea simultana la ambele capete
2.Centruire simultana la ambele capete
SN250
3. Strunjire exterioara de degrosare
1.Strunjire de degrosare pe suprafata 2 ;4 ;6 ;7 ;9
SN250
4. Strunjire de finisare
1. Strunjire de finisare
2. Tesire 1.545o suprafata 1
3. Tesire 1.545o suprafata 10
4. Raza de racordare suprafata 3;5;8;14
SN 250
5.
Găurire – filetare
1. Găurire suprafata 17
2. Tesire suprafata
3. Filetare suprafata 17
4. Găurire suprafata 12
5. Tesire suprafata
6. Filetare suprafata 12
SN250
6.
Frezare
1. Frezare canal de pana 15
2. Frezare canal de pana 13 Masina de frezat
7.
Tratament termic
1. Călire+revenire joasa
8.
Rectificare de degrosare
1.Rectificarea de degrosare Masina de rectificat
9.
Rectificare de finisare
1.Rectificarea de finisare
Masina de rectificat
10.
Control final
ULM600
11.
Marcarea si depasivarea
(conservare)
3. Determinarea adaosului de prelucrare si a dimensiunilor intermediare
3.1. Pentru suprafata
a) pentru rectificarea de finisare operatia precedenta fiind rectificarea de degrosare in treapta 8 de precizie
R =10 [m] – inaltimea neregularitătilor profilului
Si-1= 0 (după tratamentul termic de călire Si-1=0)
c i-1 =
Si – adâncimea stratului superficial defect format la operatia i-1
c i-1 – curbarea locala
Preview document





































Conținut arhivă zip
- Conceptia si Managementul Tehnologiei de Fabricatie.doc
Alții au mai descărcat și

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

1. SISTEME DE FABRICAŢIE Conceptul de sistem apare în formă embrionară în filosofia antică greacă. Afirmând că „întregul este mai mult decât suma...

Introducere Mediul economic din țara noastră, ca de altfel din întreaga lume, este în prezent foarte agresiv sub aspectul concurenței și total...

CAPITOLUL 1 Managementul cercetării-dezvoltării (C & D) 1.1 Inventarul tehnologiilor întreprinderilor 1.2 Estimarea potenţialului de...

1. INTRODUCERE Investigarea realitatii economice necesita un demers specific care integreaza viziunea clasica bazata pe cunoasterea relatiilor de...

CAPITOLUL I FUNDAMENTELE TEORETICE ALE STRATEGIILOR ŞI POLITICILOR FIRMEI Succesul organizaţiilor contemporane, indiferent de natura şi mărimea...

Memoriu justificativ În România, schimbările de ansamblu pe plan politic au avut implicaţii imediate asupra domeniului economic şi industrial....

Tema proiectului Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din figura pentru o producţie de serie mica. 1....

INTRODUCERE ÎN MERCEOLOGIA PRODUSELOR ALIMENTARE Merceologia este stiinta care studiazÎ valorile de întrebuintare ale mÎrfurilor. AceastÎ stiintÎ...