Extras din proiect
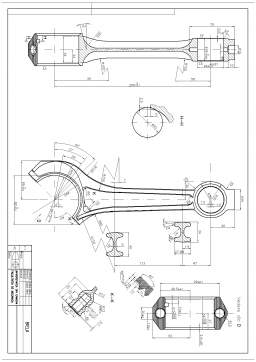
BIELA
Biela este organul mecanismului motor care transmite forta de presiune a gazelor de la piston la arborele cotit si transforma misecarea alternativa de translatie a pistonului in miscare de rotatie a arborelui cotit.
Constructia bielelor
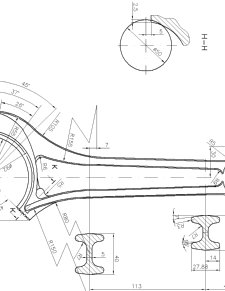
Constructia piciorului bielei. Piciorul bielei are forma unui tub, in partea superioara a acestuia prezetandu-se o zona de material in exces, pentru corectarea masei. Piciorul bielei trebuie sa fie suficient de rigid, in acest scop marindu-se raza de racordare intre picior si corp, sau se deplaseaza axa boltului fata de axa piciorului.
Constructia corpului bielei. Pentru a rezista la solicitarea de compresiune si a elimina efectul de famblaj, capul bielei are sectiunea transversala de forma unui dublu T cu talpile paralele cu planul de incastrare. Unele biele au alezat prin corp un canal de ungere, in cazul ungerii prin presiune.
Constructia capului bielei. Capul bielei trebuie sa aiba rigiditate superioara, conditionata de functionarea normala a cuzinetului; sa aiba o masa redusa pentru a genera forte de inertie mici, sa aiba dimensiuni reduse, acestea determinand conturul carterului si fac posibila la montaj sau demontaj trecerea bielei prin cilindru, sa aiba o racordare larga cu corpul pentru a atenua efectul de concentrare a tensiunilor.
Analiza rolului functional
Biela este supusa la solicitari variabile. Asupra bielei actioneaza fortele de presiune ale gazelor si de inertie a grupului piston. Marimea sarcinii aplicate impune bielei o conditie fundamentala, sa poseda o rezistenta mecanica superioara. Sub actiunea fortelor, partile componente ale bielei se deformeaza diferit.
Forta de presiune produce in corpul bielei o deformatie remanenta care, micsorand lungimea dintre axele piciorului si capului, impiedica miscarea libera a acestuia.
Sub actiunea aceleiasi forte, corpul bielei se deformeaza astfel incat se cmpromite paralelismul axelor, efectul de flambaj, ceea ce constituie cauza principala a uzurii lagarelor.
Din punct de vedere functional, o deosebita importanta o reprezinta lungimea bielei. Biele lungi conduc la forte normale mai reduse, solutia conducand in schimb la marirea inaltimi motorului, la reducerea rigiditatii bielei si la aparitia unor solictari importante de flambaj. Bielele scurte au o rigiditate sporita, iar efectul de flambaj este practic nesmnificativ.
Conditii tehnice
Asigurarea unei rezistente inalte la oboseala si rigiditate corespunzatoare determina conditii tehnice specifice pentru executie.
In ceea ce priveste geometria bielei se prevede ca axele alezajelor sa fie in acelasi plan si paralele,abaterile de la coplaneitate si paralelism se admit de maximum 0,003….0,006mm/100mm din lungimea bielei; abaterile privind distanta intre axele alezajelor nu vor depasi 0,005…0,1mm.Se limiteaza avalitatea si conicitatea alezajului din piciorul bielei la 0,005 ….0,010 mm iar a celui din capul bielei la 0,008…0,012mm. Bataia fetelor frontale maximum0,1mm.Abaterea de la perpendicularitatea axei gaurii pentru suruburi fata de suprafata de imbinare a capacului bielei cel mult 0,1/100mm; capacul bielei trebuie sa se aseze pe intreaga suprafata de imbinare;nu se admite joc.
Referitor la rugozitatea suprafetelor prelucrate se indica valorile Ra=1,6µm pentru suprafata alezajului piciorului inaintea presarii bucsei; Ra=0,8µm dupa presarea si prelucrare definitiva a bucsei; Ra=3,2…1,6µm pentru suprafata alezajului capului inainte de montarea cuzinetului; Ra=3,2µm pentru suprafetele frontale ale capului si piciorului bielei.
Pentru a asigura uniformitatea echilibrajului diferenta de masa a bielelor montate la un motor se recomanda sa nu depaseasca 1…2% si in general 7…22 g.
Pentru a evita socurile la montajul cu bolt flotant se prescriu la piciorul bielei jocuri foarte stransede ordinul 5…10..m.Acestea se pot obtine prin sortarea bielelor in grupe dimensionale dupa toleranta de executie a alezajului piciorului bielei. La biela asamblata cu cuzinet in imbinarea cu fusul maneton,pentru asigurarea conditiilor de ungere hidrodimanica, trebuie sa respecte jocul in limitele Δc=(0,00045….0,0015)dm unde dm este diametrul fusului maneton.
La montarea capacului de biela o atentie deosebita trebiue sa se acorde strangerii suruburilor de biela,deoarece in cazul unor deceleratii este posibila o uzura inegala sau chiar ruperea suruburilor. Strangerea trebuie facuta cu cheia dinamometrica dupa prescriptiile uzinei constructoare.
Calculul ritmului liniei tehnologice
Condiţia de bază care trebuie îndeplinită la proiectarea proceselor tehnologice pe liniile tehnologice cu flux continuu, constă în asigurarea sincronizării operaţiilor, adică la efectuarea fiecărei operaţii într-un timp de lucru egal sau puţin mai mic decât ritmul liniei tehnologice.
În funcţie de mărimea ritmului liniei tehnologice se face difuzarea procesului tehnologic în operaţii. Se alege utilajul şi se proiectează SDV-urile.
Mărimea ritmului de lucru a liniei tehnologice( RL ) se determină ca fiind raportul dintre fondul real de timp ( Fr ) şi planul de producţie de piese ( Pfp ) care trebuie executată pe linia tehnologică respectivă în intervalul de timp cu fondul real de timp.
[min⁄buc] = = 2 [ore/buc] = 2•60= 120 [min/buc]
Planul de producţie de piese se consideră:
Pfp = 60000 [buc/an]
Fondul real de timp:
Fr = k • Fn; unde: Fr= 60• 2000 = 120000 ore
K = 60 contantă;
Fn = z • sch • h = 250• 1• 8= 2000
z – numărul de zile luctătoare( se scad din 365 de zile sărbătorile legale, zilele de sâmbătă şi duminică) z = 250.
Productivitatea Q a unei lini tehnologice se defineste ca fiind raportul dintre planul de productie si fondul real de timp, fiind invers proportionala cu ritmul liniei:
= 0.5 [buc/ora] = 0.0083 [buc/min]
La proiectarea unui utilaj sau a unui dispozitiv, ritmul liniei tehnologice, sau productivitatea, hotarasc asupra complexitatii acestei, asupra gradului de automatizare.
Preview document


























Conținut arhivă zip
- Tehnologii de Fabricare a Autovehiculelor
- Biela.pdf
- Tehnologii de Fabricare a Autovehiculelor.doc
Alții au mai descărcat și


I. ARCUL Este elementul care atenuează socurile; prin deformarea sa arcul poate acumula energie corespunzătoare socului sub formă de energie...

Se dau următoarele dimensiuni: - ochiul mare – φ=50 mm - grosimea bielei – h=22 mm Se are în vedere o producţie anuală de 12000 de bucăţi. 1.1...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

I.1. Analiza conditiilor constructive ale ansamblului Instalatiei de frânare Roman 21215, a conditiilor de organizare si a tehnologiei de referinta...

INTRODUCERE Dinamic şi imprevizibil, mediul înconjurǎtor al întreprinderii a cunoscut, cu precǎdere în ultimele douǎ decenii, mutaţii profunde,...

CAPITOLUL 1 1. DATE INIŢIALE 1.1 Tema de proiect Sa se proiecteze un proces tehnologic modern pentru fabricarea si asamblarea scaunului...

1. STUDIU DE NIVEL PRIVIND AUTOBETONIERELE Pentru abordarea proiectării unui nou tip de autovehicul, ținânad seama de datele impuse prin temă,...

Cap.1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie Analiza rolului...

1.Rezumat În această lucrare de proiect se urmărește întreg procesul de fabricare a unui element revoluționar în industria auto și a sistemelor de...

1.Tema proiectului 1.1 Sa se proiecteze procesul tehnologic de fabricare a piesei : butucul rotii 1.2. Sa se proiecteze linia tehnologica pentru...

1. Metoda convenţională de fabricaţie Extrudarea Extrudarea este procedeul de prelucrare prin deformare plastică care constă în trecerea forţată...