Cuprins
- I.Tema proiectului.2
- 1.Verificarea desenului de execuþie.2
- 2.Analiza tehnologicitãþii piesei.2
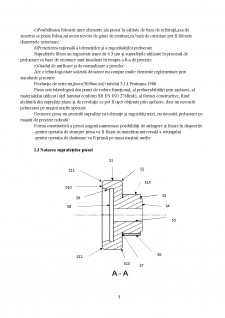
- 3.Notarea suprafeþelor piesei.3
- 4.Alegerea semifabricatului.5
- II.Elaborarea traseului tehnologic.6
- III.Calculul adaosurilor de prelucrare ºi al dimensiunilor intermediare.8
- IV.Calculul parametrilor regimului de aºchiere.12
- V.Normarea lucrãrilor.25
- VI.Bibliografie.36
- VII.Anexe:
- -desen de execuþie
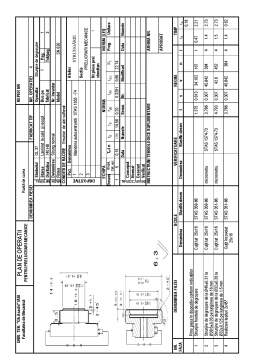
- -plan de operaþii
Extras din proiect
I.Tema proiectului
Sã se proiecteze tehnologia de prelucrare mecanicã a reperului din Anexa 1, în condiþiile unei producþii de serie mijlocie,fãcând apel doar la metodele de prelucrare prin aºchiere,plecând de la urmãtoarele date iniþiale :
I.1 Verificarea desenului de execuþie :
Reperul din Anexa 1 reprezintã o roatã de curea având rolul de a transmite miºcarea de rotaþie,respectiv a unui moment de torsiune de la o roatã conducãtoare la o roatã condusã.În timpul funcþionarii roata de curea este supusã solicitaãrii de torsiune.
In urma desenului de execuþie s-au constatat urmãtoarele :
. desenul a fost executat pe format standardizat A4(210x297) ;
. pentru explicitarea corectã ºi completã a piesei în desen sunt necesare douã vederi ºi un detaliu ;
. cotele existente sunt cele necesare, toate lanþurile de dimensiuni închizându-se ;
. toleranþele pentru cotele libere vor fi conform ISO 2768 mK
. suprafeþele ce alcãtuiesc piesa sunt tehnologice, ele putându-se executa pe maºini-unelte universale, piesa având doar suprafete de revolutie, plane
I.2. Analiza tehnologicitaþii piesei
Prin tehnologicitatea construcþiei unei piese se înþelege acea solu.ie constructiv-func.ionalã care sã asigure condi.ii tehnice impuse de beneficiar .i sã se realizeze cu costuri minime, cu consum minim de scule a.chietoare si energie, satisfãcând în acela.i timp .i condi.ii sociale.
Factorii care influenþeazã tehnologicitatea construcþiei sunt:
-prelucrabilitatea prin aºchiere;
-forma constructivã a piesei;
-stabilirea bazelor tehnologice ºi de cotare ale piesei;
-gradul de precizie ºi cel de rugozitate impus suprafeþelor;
-gradul de normalizare ºi de unificare a piesei.
a)Prelucrabilitatea prin aºchiere este ridicatã deoarece materialul impus OL37 farã tratament termic ºi cu o duritate scãyutã de 140 HB.
b)Forma constructivã a piesei asigurã o prelucrare cu un volum minim de muncã,dar cu respectarea prescripþiilor privind precizia dimensiunilor ºi starea suprafeþelor.
Existenþa suprafeþelor plane ºi de revoluþie din desenul piesei indicã o prelucrabilitate uºoarã,se pot utiliza suprafeþe în calitate de bazã de orientare sau de fixare.Se poate asigura o strângere suficientã a suprafeþelor pe masa maºinii unelte sau în dispozitiv cu evitarea deformaþiilor.
Prelucrabilitatea scade deoarece nu sunt asigurate accesul ºi ieºirea comandatã a sculelor ºi verificatoarelor la nivelul suprafeþelor de prelucrat.
Tehnologicitatea creºte deoarece treptele de revoluþie de formã simplã reduce cheltuielile de execuþie ºi de reascuþire a cuþitelor profilate,pe de altã parte aceasta scade din cauza diferenþei de diametru.
c)Posibilitatea folosirii unor elemente ale piesei în calitate de baze de referinþã,axa de simetrie se poate folosi,nu avem nevoie de gãuri de centrare,ca bazã de orientare pot fi folosite diametrele exterioare.
d)Prescrierea raþionalã a toleranþelor ºi a rugozitaãþilor prelucrate
Suprafeþele libere au rugozitate mare de 6.3 µm ºi suprafeþele utilizate în procesul de prelucrare ca baze de orientare sunt încadrate în treapta a 8-a de precizie.
e)Gradul de unificare ºi de normalizare a pieselor
Are o tehnologicitate scãzutã deoarece nu conþine multe elemente reglementate prin standarde ºi norme.
Producþie de serie mijlocie(500buc/an)+tabelul 3.14 Pruteanu-1980.
Piesa este tehnologicã din punct de vedere funcþional, al prelucrabilitãþii prin aºchiere, al materialului utilizat (oþel laminat conform SR EN ISO 2768mk), al formei constructive, fiind alcãtuitã din suprafeþe plane ºi de revoluþie ce pot fi uºor obþinute prin aºchiere, deci nu necesitã pelucrarea pe maºini unelte speciale.
Deoarece piesa nu prezintã suprafeþe cu toleranþe ºi rugozitãþi mici, nu necesitã prelucrare pe maºini de precizie ridicatã.
Forma constructivã a piesei asigurã numeroase posibilitãþi de strângere ºi fixare în dispozitiv:
-pentru operatia de strunjire piesa va fi fixata in mandrina universalã a strungului
-pentru operaþia de danturare va fi prinsã pe masa maºinii unelte
Bibliografie
1.Pruteanu G.,Bahasievici C.-Proiectarea tehnologiilor de prelucrare mecanică prin așchiere.Manual de proiectare,Volumul I,Chișinău,Editura Universitas-1992
2.O.Pruteanu,V.Braha,L.Slătineanu,T.Gramescu-Tehnologia Construcției de mașini-Îndrumar de proiectare,Institutul Politehnic Iași-1979
Preview document






































Conținut arhivă zip
- Tehnologii de fabricatie.pdf
Alții au mai descărcat și

I.MEMORIU TEHNIC Disciplina Organe de maşini studiază elementele care intră în construcţia maşinilor din punct de vedere al construcţiei,...

Tema de proiectare: Să se proiecteze un reductor cu roţi dinţate cilindrice cu dinţi înclinaţi cu o treaptă care intră în componenţa unei...

Tema de proiect: Sa se proiecteze broşa pentru prelucrarea unui alezaj cilindric. Se cunosc: -D = 34mm; -lp= 1D = 34mm; -materialul piesei:...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

4.1. OBIECTUL LUCRARII Lucrarea prezinta metodele de calcul a adaosurilor de prelucrare, precum si metodologia de stabilire a adaosurilor de...
Te-ar putea interesa și

ARGUMENT In prezent, in Romania se fabrica o gama diversificata de produse din carne, in functie de cerintele pietii de desfacere, de sezon, de...

1. Introducere Generalități Particularitatea principală a tehnologiei de fabricație a mașinilor electrice o constituie varietatea mare a...

I. GENERALITATI 1.1 Standardizarea – definitie si rol Conform definitiei date de Organizatia Internationala de Standardizare, standardul (norma)...

INTRODUCERE Istoria chips-urilor porneşte încă din secolul al XIX-lea. In acea vreme, un bucătar din statul New York, SUA, a pregătit cartofii...

Fabricarea maşinilor electrice reprezintă ramura de bază a industriei electrotehnice constructoare de generatoare electrice pentru industria...

I. IMPORTANTA MIXULUI DE MARKETING Lumea economico-sociala a cunoscut in ultima parte a mileniului doi transformari radicale, profunde. Omenirea...

Produs prin : FREZARE Reper : UTCN-F1 Nr. desen :UTCN-1 Seria de fabricaţie : 4 bucati Nr. oper.Denumirea şi schiţa...

GENERALITATI Utilajele de tip coloana sunt utilaje dipuse pe verticala, pentru care este valabila una din relatiile : - H < 10 m, daca H/D 5 ;...