Cuprins
- a1.Cuprins pg.2
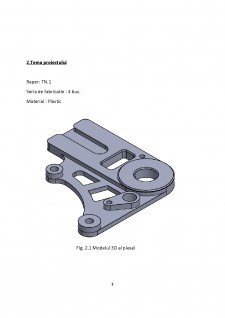
- 2.Tema proiectului pg.3
- 3.Tehnologia clasica de fabricatie
- a)Itinerariul tehnologic de fabricatie al piesei /matritei pg.7
- b)Dificultati tehnologice de prindere/realizare ale piesei/matritei pg.8
- 4.Tehnologia de prototipizare rapida (tehnologia neconventionala SLA) de fabricatie pg.8
- 4.1. Argumentarea alegerii tehnologiei de prototipizare rapida (SLA ) pentru realizarea piesei pg.10
- 4.2. Firme producatoare de echipamente pentru varianta tehnologica de prototipizare rapida (SLA).Scurt istoric pg.11
- 4.3. Tipuri de echipamente si caracteristicile tehnnice (ale SLA).Tipuri de rasini folosite la SLA pg.12
- 4.4. Principiul de lucru al tehnologiei de prototipizare rapida (SLA) pg.16
- 5. Comparatii intre tehnologia conventionala (FREZARE) si cea de prototipizare rapida (SLA) selectata pg.19
- 6. Concluzii finale pg.20
- 6.1. Anexe si publicatii oficiale pg.20
- 7. Bibliografie pg.24
Extras din proiect
Produs prin : FREZARE
Reper : UTCN-F1
Nr. desen :UTCN-1
Seria de fabricaţie : 4 bucati
Nr.
oper.Denumirea şi schiţa operaţieiMaşina-unealtăSDV-uri
caracteristiceObservatii
1234
01
-Debitare
(dimensiuni material: 260x250x40)
Masina de debitat KASTO-E2
Dimensiunii ale materialului :
L=260 mm
L=250 mm
H=40 mm
02
-FrezareCentru de prelucrare MIKRON VCE 800 PRO
-menghinaIn prima faza se va aseza semifabricatul in menghina cu partea superioara libera 25 mm. Se executa conturul exterior cu o freza deget 16 avand 40 mm partea activa si se finiseaza cu o freza 10 avand 40 mm parte active.Alezajele se vor realiza cu doua burghie eliciodale 15 si 10 Tesirile se vor realiza cu un burgiu de centru 16 (90).In faza 2 se va intoarce materialul si se va adduce in cota de 20 mm (h) prin frezarea partii inferioare cu o freza cu 5 dinti cu placute amovibile (walter ) cu diamentrul 50
-freze deget 10;16; 50
-placute walter
-burghiu de centru 16
-burghiu 15: 10
03ControlMaşină de Măsurat în Coordonate Automată Micro-Hite DCC
-capete de palpare din rubin
-suport de prindere apalpatoruluiSe vor masura cotele finale ale piesei asezand pies ape masa masinii folosind palpator cu capete din rubin
04Conservare
b)Dificultati tehnologice de prindere / realizare ale piesei
Din punct de vedere al tehnologiei , piesa este una complexa Este nevoie de personal calificat in executia acestei piese
Dificultati in realizarea piesei o reprezinta multitudinea fazelor de executie deoarece in faza a doua va fi destul de dificil de realizat deoarece alternativele de prindere a piesei sunt reduse si implica automat si riscuri de a o rebuta deoarece avand o posibilitate de prindere de maxim 7 mm.
In acest caz realizarea acestui reper prin metoda conventional va implica si riscuri di dificultati de realizare.
Prin aceasta metoda conventionala (frezare) realizarea acestui reper va avea costuri in achizitia sculelor profilate ( dezavantaj fata de metoda neconventionala SLA unde nu e nevoie de scule ci doar de masina de prototipizare rapida Maşina de prototipare este ZCorp 310 Plus si de un cuptor de solidificare a piesei in intregime).
4.Tehnologia de prototipizare rapida (tehnologia neconventionala SLA ) de fabricatie
Stereolitografia este una dintre multitudinile de metode de imprimare 3D. Este procesul prin care o masina de imprimare 3D cu design unic, numit aparat stereolitograf transforma plasticul lichid, intr-un obiect solid cu ajutorul laserului.
Acest proces a fost inventat de Charles Hull, ca o metoda rapida de imprimare a obiectelor 3D, el fiind cofondatorul firmeri 3D System INC. (INC este prescurtarea de la Incorporation, adica un fel de s.r.l., cum e la noi) si un lider in ale imprimari 3D.
Bibliografie
1 C. Hull, Apparatus for production of three-dimensional objects by stereolithography, US4575330, 1986
2B. Rundlett. UV Curing in a 3-Dimensional World, Radtech Report. 2013, 3, 21.
3P. Jacobs, Rapid Prototyping & Manufacturing: Fundamentals of Stereolithography, Society of Manufacturing Engineers, Dearborn, Michigan, 1992.
4T. Wohlers and T. Gornet. History of additive manufacturing, Wohlers Report. 2011.
5D. Neckers, Stereolithography: an introduction, The Spectrum, 1989, 2(4), 1.
6D. Neckers, Stereolithography: an introduction, Chemtech, 1990, 615.
7S. Anderson, Doug Neckers: Pioneer in Stereolithography. SPIE Professional, January 2013.
8T. Pang, Stereolithography Epoxy Resin development: Accuracy and Dimensional Stability, Proceedings of the 1993 North American Users Group Meeting, Atlanta, Georgia, March 1993.
9N. Saleh, N. Hopkinson, R. Hagure and S. Wise, Effects of electroplating on the mechanical properties of stereolithography and laser sintered parts. Rapid Prototyping Journal, 2004, 10(5),305.
10J. Crivello, B Falk and M. Zonca Jr, Photoinduced cationic ring-opening frontal polymerizations of oxetanes and oxiranes, J. Polym. Sci. Part A: Polym. Chem. 2004, 42(7), 1630.
[http://www.laserstereolithography.com/]
https://www.youtube.com/watch?v=vuauCJIXpzo
https://www.youtube.com/watch?v=rEfdO4p4SFc
http://EzineArticles.com/4051331
http://www.livescience.com/38190-stereolithography.html
http://www.protocam.com/learningcenter/blog/featured-technique-finishing-options/
http://print3dcad.rotehnologii-print-3dsla-3d-systems
[http://www.laserstereolithography.com/]
http://www.uvebtech.com/stories/030615/stereolithography.shtml#.WPyngWnyiM8
https://www.3dsystems.com/3d-printers/projet-7000-hd/contact
http://www.agir.ro/buletine/818.pdf
http://www.eos.info
http://www.healthpointcapital.com/
https://www.3dsystems.com/solutions#by-application
http://www.zspotmedia.ro/printare-3d-scanare-3d-z44.html
http://www.zspotmedia.ro/
https://www.eshop.formwerk.ro/catalog/software-3d-51
http://print3dcad.ro/aplicatii/#1471470361559-ffccd509-d14b
Preview document






















Conținut arhivă zip
- Prezentare1.pptx
- TN -Proiect Final.docx
Alții au mai descărcat și

Standardele ISO 14000 sunt standarde generale referitoare la sistemele de management de mediu destinate pentru tinerea sub control a impactului...

Elementele pneumatice de excutie (motoarele pneumatice) transforma energia aerului comprimat in lucru mecanic. Motoarele pneumatice pot fi: • cu...

Filtrele sunt circuite electronice care efectueaza funcţii de prelucrarea semnalelor, special destinate pentru a elimina componentele de semnal...

CURS 1 MODELAREA MATEMATICĂ A SISTEMELOR Sistemele mecatronice sunt structuri complexe formate din componente mecanice, electronice şi elemente de...

ASAMBLĂRI PRIN ȘURUBURI. Asamblarea cu șuruburi este una din cele mai vechi metode de asamblare utilizată în construcția de mașini. Aproape că nu...

CONVENȚII INTERNAȚIONALE ÎN DOMENIUL SECURITĂȚII - Convenția de la Chicago din 1944 - Convenția de la Tokyo din 1963 - Convenția de la Haga din...

INTRODUCERE Avionica (AVIation electrONICS - avionics) este termenul prin care, începând din perioada anilor 1930, sunt reunite echipamentele care...

I. ELEMENTE GENERALE 1.1. Instalatiile energetice ale avioanelor Avioanele moderne si tehnica aerospațială utilizează pe scară largă dispozitive...
Te-ar putea interesa și

1. TEHNOLOGIA CLASICĂ DE FABRICAŢIE 1.1. Itinerarul tehnologic de realizare a piesei prin tehnologii clasice 1.1.1. Turnare sub vid Turnarea în...

Introducere Dezvoltarea şi evoluţia firească a proceselor de prelucrare plecând de la viteze de aşchiere de zeci de metri pe minut în anul 1800,...

1.Sa se proiecteze tehnologia neconventionala a piesei suport de roata de carucior,seria de fabricatie 40 buc. 2. Realizarea 3D a modelului...

Prelucrarea materialelor metalice utilizand tehnologiile neconvenţionale în vederea obţinerii unor produse a apărut ca o necesitate obiectivă,...

CAPITOLUL 1. INTRODUCERE Ca urmare a extinderii proceselor degradării solului datorită agriculturii convenţionale şi a greşelilor tehnologice,...

1. Descriere Proiectul de fata Laser Cutting. Tehnologia de fabricarea discurilor de frana, intocmit cu scopul de a fi sustinut in cadrul...

Tehnologia neconvenţională de fabricare prin depunere de material topit este cunoscută ca FDM (Fused Deposition Modeling – denumire proprietară a...

Să se proiecteze tehnologia modernă de fabricație pentru piesa din figură: Fig. 1 piesă Fig. 2 matrță din cauciuc siliconic Ca tehnologie...