
Cuprins
- 1.ANALIZA CONDIȚIILOR TEHNICO-FUNCȚIONALE ȘI A TEHNOLOGICITĂȚII PIESEI ȘI S TABILIREA TIPULUI SITEMULUI DE PRODUCȚIE 3
- 1.1 Analiza rolului funcțional, a condițiilor tehnice impuse piesei finite și a tehnologicității acesteia 3
- 1.1.1 Rolul funcțional si solicitările piesei 3
- 1.1.2 Condițiile tehnice impuse piesei finite prin desenul de execuție 7
- 1.1.3 Analiza tehnologicității construcției piesei 8
- 1.2 Alegerea justificată a materialului pentru execuția piesei 8
- 1.3. Calculul ritmului si productivitatii liniei tehnologice. Stabilirea preliminara a tipului (sistemului) de productie 12
- 1.3.1 Calculul fondului anual real de timp (Ft) 12
- 1.3.2 Calculul ritmului si productivității liniei tehnologice 12
- 1.3.3 Stabilirea preliminară a tipului (sistemului) de producție 13
- 1.4 Bibliografie 13
- 2.ALEGEREA VARIANTEI OPTIME A METODEI ȘI PROCEDEULUI DE OBȚINERE A SEMIFABRICATULUI 14
- 2.1. Analiza camparativă a metodelor și procedeelor concurente și adoptarea variantei optime 14
- 2.2 Stabilirea poziției semifabricatului în formă sau matriță și a planului de separație 15
- 2.3. Stabilirea preliminară a adaosurilor de prelucrare si executarea desenului semifabricatului 16
- 2.4 Întocmirea planului de operații pentru executarea semifabricatului 17
- 2.5 Bibliografie 18
- 3.ELABORAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE MECANICĂ ȘI CONTROL A PIESEI 19
- 3.1 Analiza proceselor tehnologice similare existente 19
- 3.2 Analiza posibilităților de realizare a preciziei dimensionale și a rugozității prescrise în desenul de execuție 20
- 3.3. Stabilirea succesiunii logice si economice a operațiilor de prelucrare mecanică, tratament termic si control 24
- 3.3.1 Stabilirea succesiunii logice si economice a operațiilor de prelucrare mecanică pentru fiecare suprafata 24
- 3.3.2. Stabilirea traseului tehnologic al operațiilor de prelucrări mecanice, tratament termic și control al piesei 25
- 3.4. Alegerea utilajelor și instalațiilor tehnologice 26
- 3.5. Adoptarea schemelor de orientare și fixare a piesei 29
- 3.6. Alegerea SDV-urilor 34
- 3.7 Calculul analitic al adaosurilor de prelucrare și al dimensiunilor intermediare
- 3.8 Bibliografie 36
- 4. STABILIREA REGIMURILOR OPTIME DE LUCRU ȘI A NORMELOR TEHNICE DE TIMP 37
- 4.1 Determinarea regimurilor optime de așchiere 37
- 4.2 Determinarea normelor tehnice de timp 39
- 4.2.1 Strunjire 40
- 4.2.2 Frezare 43
- 4.2.3.Rectificare 45
- 4.2.4 Găurire 45
- 4.2.5 Alezare 46
- 4.2.6 CTC 46
- 4.3 Bibliografie 46
- 5. CALCULUL NECESARULUI DE FORȚĂ DE MUNCĂ, UTILAJE, S.D.V.- URI ȘI MATERIALE 47
- 5.1 Determinarea volumului anual de lucrări 47
- 5.2 Calculul necesarului de forță de muncă și utilaje 48
- 5.2.1 Fondul de timp anual al muncitorului, Fm [ore] 48
- 5.2.2 Fondul de timp anual al utilajului, Fu [ore] 48
- 5.2.3 Calculul necesarului de forță de muncă- numărul de muncitori, mi, la fiecare operație 48
- 5.2.4 Calculul necesarului de utilaje 49
- 5.3 Calculul necesarului de S.D.V.- uri 49
- 5.3.1 Calculul necesarului de scule 49
- 5.3.2 Calculul necesarului de dispozitive și verificatoare 50
- 5.4 Calculul necesarului de materiale 51
- 5.5 Bibliografie 51
- 6. CALCULUL COSTULUI DE FABRICAȚIE A PIESEI 52
- 6.1 Structura generală a costului de fabricație unitar 52
- 6.2 Cheltuieli directe 52
- 6.2.1 Cheltuieli cu materii prime și materiale directe 52
- 6.2.2 Cheltuieli cu manopera directă 52
- 6.3 Cheltuieli indirecte 53
- 6.3.1 Cheltuieli cu întreținerea și funcționarea utilajelor 53
- 6.3.2 Cheltuieli generale ale secției 53
- 6.3.3 Cheltuieli generale ale întreprinderii 53
- 6.4 Calculu prețului piesei 54
- 6.5 Bibliografie 54
Extras din proiect
1.ANALIZA CONDIȚIILOR TEHNICO-FUNCȚIONALE ȘI A TEHNOLOGICITĂȚII PIESEI ȘI STABILIREA TIPULUI SITEMULUI DE PRODUCȚIE
1.1 Analiza rolului funcțional, a condițiilor tehnice impuse piesei finite și a tehnologicității acesteia
1.1.1 Rolul funcțional si solicitările piesei
Rolul discului de presiune este de a transmite forța de apăsare a arcurilor(arcului ) de presiune garniturilor de frecare ale discului condus sub forma unei presiuni uniform distribuite pe suprafața acestora. Pentru a îndeplini această funcție el trebuie sa aibă o rigiditate corespunzătoare.
Deoarece face parte din grupul elementelor conducătoare el se rotește impreună cu carcasa, dar la decuplarea ambreiajului el trebuie sa se deplaseze axial si sa comprime arcurile de presiune, întrerupând forța de apăsare asupra discului condus.
Forma generală a discului de presiune este o coroană ciculară cu o suprafață plană spre discul condus și o suprafață profilată spre carcasă, după cum se poate observa in figura 1.1. Discul de presiune trebuie să transmită forța de apăsare a arcurilor(arcului) de presiune la garnitura de frecare a discului condus sub forma unei presiuni cât mai uniforme.
Fig 1.1 Ambreiaj cu arcuri periferice
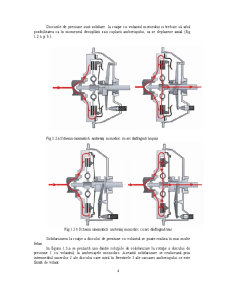
Discurile de presiune sunt solidare la roație cu volantul motorului si trebuie să aibă posibilitatea ca în momentul decuplării sau cuplarii ambreiajului, sa se deplaseze axial (fig 1.2.a și b ).
Fig 1.2.a Schema cinematică ambreiaj monodisc cu arc diafragmă împins
Fig 1.2.b Schema cinematică ambreiaj monodisc cu arc diafragmă tras
Solidarizarea la roație a discului de presiune cu volantul se poate realiza în mai multe feluri.
In figura 1.3,a se prezintă una dintre soluțiile de solidarizare la rotație a discului de presiune 1 cu volantul, la ambreiajele monodisc. Această solidarizare se realizează prin intermediul umerilor 2 ale discului care intră în ferestrele 3 ale carcasei ambreiajului ce este fixată de volant.
În cazul soluției din figura 1.3b, utilizată tot la ambreiajele monodisc, solidarizarea discului de presiune 2 de volantul 3 se face prin stifturile 1, monate pe carcasa ambreiajului 4,
În figura 1.3,c si d se prezintă solidarizarea discurilor de presiune cu volantul motorului în cazul ambreiajelor bidisc. In figura 1.3.c atat discul de presiune interior 3 cât si discul de presiune exterior 4 sunt solidare la rotaie cu volantul 2 prin intermediul prezoanelor 1 insurubate in volant.
În cazul prezentat în figura 1.3d solidarizarea plăcii de presiune interioare 4 se realizează prin știfturile 1, iar discul de presiune exterior 2 prin intermediul bosajelor 5 care pătrund in preominențele 3 alea caracasei ambreiajului,
Trebuie subliniat ca sunt utilizate si alte solutii constructive de solidarizare a discului de presiune cu volantul.
Pentru concentrarea arcurilor de presiune 1 pe placa de presiune 4 se prevăd bosajele de ghidare 2, sau gulerele 3. Pentru protejarea arcurilor de presiune împotriva încălzirii excesive, între ele si placa de presiune se instalează, de obicei, garniturile teromoizolante 5 executate de regulă, din acelaşi material ca şi garniturile de frecare ale discului condus.
Discul de presiune înmagazinează o parte însemnată din caldura degajată la patinarea ambreiajului, deci va trebui să aibă o masă corespunzatoare şi elemente de ventilare.
Pentru înmagazinarea unei mai mari cantităţi de caldură, care se dagajă în timpul patinării ambreiajului, discul de presiune se construieşte masiv.
Pentru a crea o circulaţie mai intensă a aerului (spre a uşura degajarea de caldură în mediul exterior) unele discuri de presiune sunt prevăzute cu nervuri speciale.
Discurile de presiune se executa din fontă cenușie cu duritatea de 170 230 HB. În cazuri mai rare se întâlnesc şi plăci de presiune din fontă aliată cu Cr, Ni si Mo (procentul total de aliere este de până la 2%). Materialul discului de presiune trebuie corelat cu materialul garniturilor de fricțiune.
Preview document





















































Conținut arhivă zip
- Fabricare Placa de Presiune.docx
Alții au mai descărcat și

Partea I Cap I Etajarea schimbatorului de viteze 1.1. Determinarea si definitivarea raportului de transmitere a transmisiei principale...

Să se efectueze proiectarea generală , funcţională, privind dinamica tracţiunii şi ambreiajul pentru un automobil având urmatoarele caracteristici:...

Capitolul 1. Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1. Analiza...

Ambreiajul este inclus in transmisia autovehiculelor in scopul compensarii principalelor dezavantaje ale motorului cu ardere interna, care constau...

Calculul indicatorilor de utilizare a materialului rulant aferent traficului feroviar de marfuri Problema Pe teritoriul unei regionale de cale...

Pentru statia de cale ferata având configuratia dispozitivului de linii stabilita prin tema proiectului ( codul proiectului), se vor întocmi...
Te-ar putea interesa și

INTRODUCERE Şcoala clasică a economiei politice a corelat preţul cu valoarea obiectivă a mărfurilor, preţul a fost definit ca fiind expresia în...

CAPITOLUL 1 1. DATE INIŢIALE 1.1 Tema de proiect Sa se proiecteze un proces tehnologic modern pentru fabricarea si asamblarea scaunului...

INTRODUCERE Actualitatea temei investigate Ritmul de dezvoltare, valoarea sa incontestabilă şi eficacitatea biotehnologiilor moderne nu cedează...

MERORIU JUSTIFICATIV Brânza , cuvânt autohton, sân. Cheese-engleza, formage-franceza, provine din latină ‘’forma,,pentru uscat brânzeturi,...

Instalaţiile interioare din clădiri reprezintă un ansamblu de conducte şi accesorii care preiau apa din conducta publică şi o transportă până la...

1.Introducere in studiul materialelor compozite De la inceputul erei industriale, otelul si fonta au constituit „inima” progresului din...

Scurta prezentare a organizatiei Intreprinderea de prelucrare a maselor plastice din Iasi a fost infiintata in anul 1961, prima capacitate de...

Kronospan I. Descriere generala a firmei Kronospan este o companie din industria prelucrarii lemnului fiind si unul dintre liderii de pe piata...